Saldatura a filo elettrodo in gas protettivo MIG e MAG
Saldatura a filo elettrodo in gas protettivo MIG e MAG
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
Saldatura a filo elettrodo in gas protettivo MIG e MAG
In questo procedimento, di introduzione più recente, la protezione è effettuata mediante un'atmosfera gassosa fatta defluire intorno al filo sulla zona di saldatura.
Si impiegano diversi tipi di gas e loro miscele. Se l'atmosfera è formata da gas inerti, il procedimento si chiama MIG (Metal Inert Gas), se è formata da gas con una certa reattività chimica, il procedimento si chiama MAG (Metal Active Gas).
Secondo la normativa anglosassone, non viene fatta distinzione nella classificazione del procedimento in base al tipo di gas protettivo, ma viene indicato semplicemente come Gas Metal Arc Welding (GMAW).
Con la protezione di gas l'arco è completamente visibile e l'operatore salda usando una torcia collegata mediante un grosso cavo alla macchina. Questa provvede a fornire il filo-elettrodo con il dovuto avanzamento, la circolazione dell'acqua in andata e ritorno per il raffreddamento della torcia, il flusso di gas protettivo e la corrente al filo. In fig. 16 è schematizzata una torcia per saldatura semiautomatica.
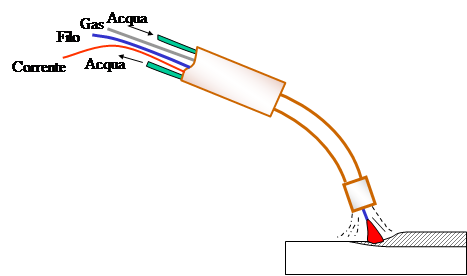
Fig. 16 Saldatura a filo elettrodo in gas protettivo
Il generatore è a caratteristica piatta (tensione costante) per avere forti variazioni di corrente e sfruttare meglio l'autoregolazione. Si impiega la polarità inversa per favorire la fusione dell'elettrodo e la stabilità dell'arco, altrimenti insufficiente data l’assenza di sostanze ionizzanti.
Il gas inerte più usato è l’argon. Questo gas è assolutamente inerte ed essendo 1,3 volte più pesante dell'aria, protegge bene l'arco. In alternativa (specialmente in U.S.A.), per saldare pezzi di grosso spessore, si usa l'elio in quanto consente elevati apporti termici.
Però l’elio, essendo più leggero dell'aria, tende più dell’argon a disperdersi e quindi richiede flussi più intensi.
A volte si usano anche miscele di argon e di elio o miscele di uno di questi gas con ossigeno.
Quando si usa un gas attivo (MAG), si adopera generalmente CO2, dato il basso costo.
Questo subisce la reazione:
Q + CO2 « CO + O
che, alle alte temperature dell'arco, avviene nel senso della dissociazione con assorbimento di calore Q.
A ridosso del metallo base, più freddo, si ha la reazione inversa con restituzione del calore, che quindi risulta trasferito al bagno di fusione.
Grazie al maggior apporto termico, il procedimento MAG dà luogo a cordoni più larghi e più profondi. E' un procedimento molto economico e diffuso per gli acciai comuni.
Spesso si usano miscele di CO2 + Ar oppure CO2 + Ar + O2 .
Occorrono comunque fili disossidanti (con Mn, Si) per ridurre i pericoli di ossidazione.
Variante di questo tipo di procedimento è quello cosiddetto a filo animato (FCAW dalla classificazione anglosassone Flux Cored Arc Welding). In questo procedimento, il filo non è costituito da metallo massiccio ma è internamente cavo e riempito di flusso; questo può avere tutte le funzioni dei rivestimenti degli elettrodi rivestiti, cioè operativa, protettiva, elettrica e metallurgica (disossidazione, desolforazione, apporto di elementi di lega).
Esiste lo svantaggio di un maggior costo del filo e il problema della scoria che deve essere asportata.
I fili animati hanno, rispetto ai fili pieni, il grande vantaggio di consentire generalmente maggiori velocità di deposito, arco più stabile e penetrazioni più accentuate e, per gli acciai al carbonio, possono dare la possibilità, utile per alcune applicazioni di minor importanza, di saldare direttamente su materiali arrugginiti con protezione di CO2. Su acciai legati si usa generalmente protezione di miscele Ar - CO2 o di argon puro.
Fonte: citazione da http://www.dip.unige.it/Saldatura.doc
Sito web da visitare: http://www.dip.unige.it/sez_tecnologie/Lonardo/appunti.htm
Autore del testo: P. Lonardo
Parola chiave google : Saldatura a filo elettrodo in gas protettivo MIG e MAG tipo file : doc
Visita la nostra pagina principale
Saldatura a filo elettrodo in gas protettivo MIG e MAG
Termini d' uso e privacy