Saldatura laser
Saldatura laser
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
Saldatura laser
Laser beam welding (LBW)
Dopo essere stato usato per intagliare, il laser ha trovato una vasta gamma di applicazioni nelle tecnologie di saldatura dei materiali metallici. Dalla fine degli anni ’80 si è passati dagli studi in laboratorio ai primi utilizzi nelle industrie. Lo sviluppo su scala industriale è stato possibile solo dopo il perfezionamento di sorgenti più potenti, sistemi laser competitivi e la messa a punto di controlli efficienti sul processo. Per quanto riguarda le saldature, infatti, il laser presenta dei vantaggi che devono essere valutati accuratamente per poter sfruttare appieno le sue potenzialità.
Principi dell’emissione laser
Il principio di funzionamento del laser è basato su tre fasi: assorbimento, emissione spontanea e amplificazione.
Nell’assorbimento, l’elettrone del medium (la specie chimica da cui si origina il fascio laser) assorbe una certa quantità di energia che gli viene fornita dall’esterno. Ciò ne comporta il passaggio dalla sua orbita di origine ad una ad un livello energetico maggiore (eccitamento). Per ottenere nuovamente la condizione di equilibrio l’atomo deve ricondurre l’elettrone nella sua orbita originaria: questo processo avviene attraverso il rilascio di una certa quantità di energia (emissione spontanea). Il fotone va ad eccitare a sua volta l’atomo immediatamente vicino, che si comporterà esattamente allo stesso modo. Posizionando degli specchi riflettenti, possiamo facilitare l’emissione stimolata di tutti gli elettroni, in modo da ottenere una specie di reazione a catena (amplificazione). L’energia emessa in questo modo ha la caratteristica di avere tutta la stessa lunghezza d’onda.
Tutti i laser quindi hanno bisogno di un medium, un apparato di eccitamento (pumping) e un apparato di amplificazione (optical resonator).
Quando il livello energetico superiore è più densamente occupato di quello inferiore, avviene un’inversione nel moto degli elettroni e avviene un’emissione spontanea in tutte le direzioni. L’amplificazione è ottenuta lungo l’asse della cavità dove ha sede il medium, attraverso riflessioni multiple di luce sui due specchi. Il fascio laser esce attraverso uno dei due specchi, che sarà solo parzialmente riflettente.
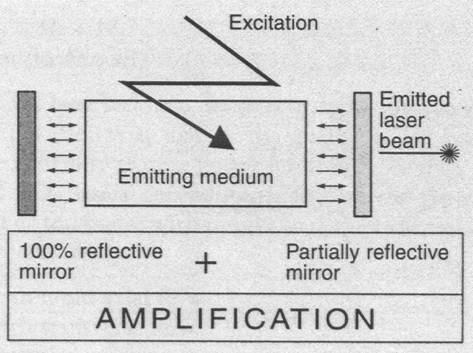
Il principio di funzionamento del laser
Le caratteristiche di un fascio laser sono quindi:
- Monocromaticità: Il laser emette su un’unica lunghezza d’onda che dipende dalla natura del medium emittente. La lunghezza d’onda è importante perché l’assorbimento da parte del materiale varia a seconda del suo valore (riflettività). Alcuni materiali quindi possono essere lavorati meglio con un laser piuttosto che con un altro.
-Bassa divergenza: Una classica sorgente di luce emette in tutte le direzioni. Un’importante proprietà del laser è la sua direzionalità: il fascio può essere emesso con un angolo di divergenza molto basso. Ad esempio, a due mrad, il diametro di un fascio laser è aumentato di 2mm per una propagazione del fascio di 1m.
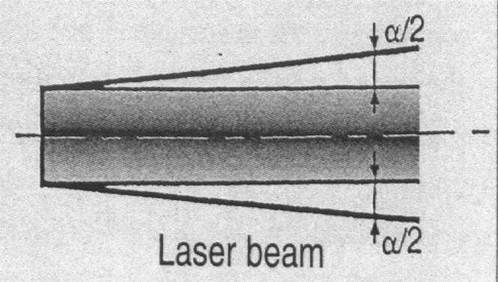
Divergenza del fascio laser
-Transverse mode: Questa modalità caratterizza la distribuzione di potenza in una sezione trasversale del fascio. Un fascio laser con perfette qualità ottiche avrà una distribuzione descritta come TEM00 (Transverse Electric Magnetic). Questa distribuzione, molto simile ad una distribuzione gaussiana, è la modalità ideale per tagliare. Per le saldature, tuttavia, si utilizzano sia la modalità TEM00 che le successive.
-Polarizzazione: Le radiazioni laser sono composte da un’onda elettromagnetica che può essere scomposta in due componenti, una nella direzione del campo elettrico E e l’altra nella direzione del campo magnetico B. In genere il laser usato per tagliare viene diretto tutto lungo la direzione del campo elettrico E (polarizzazione). La polarizzazione non ha alcun effetto sulla qualità della saldatura. L’unico miglioramento in questo senso si ottiene aumentando la velocità di saldatura.
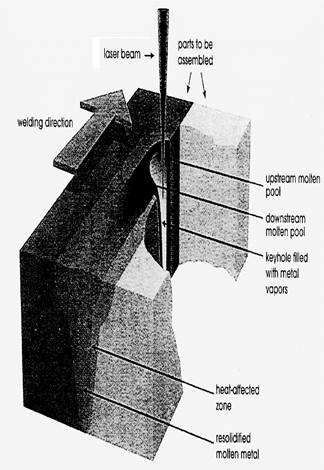
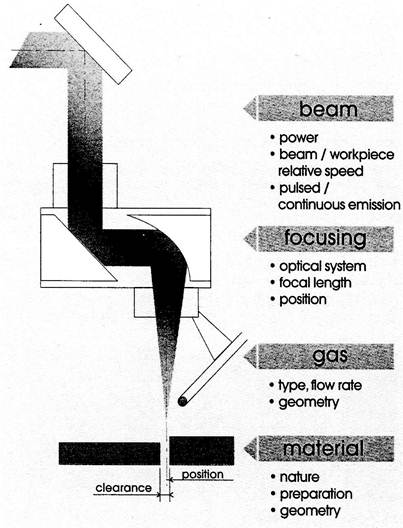
Il processo di saldatura
L’esecuzione della saldatura è basato sul fenomeno della fusione localizzata del materiale sul punto di impatto del fascio. La saldatura richiede elevate densità di energia, che possono essere ottenute lavorando sul punto focale del sistema ottico. A potenze specifiche sufficientemente elevate (105 ¸ 106 w/cm2) il materiale di base vaporizza, formando una zona in cui sono contenuti i vapori che si generano, detta keyhole. Il materiale fuso, successivamente si raffredda, originando il cordone di saldatura.
Tipologie di laser
Un ruolo molto importante nella creazione del fascio laser è svolto dal medium. In base alla scelta del medium, infatti, si ottiene una diversa lunghezza d’onda, che non sempre è adatta per ogni materiale, come detto già in precedenza. Distinguiamo quindi due tipi di laser: il laser CO2 e il laser Nd-YAG.
Per il laser CO2 il medium è costituito da una miscela di gas: CO2+He+N2 e la lunghezza d’onda che si ottiene è di 10.6 mm: questo tipo di laser viene usato prevalentemente per saldare gli acciai. Esistono tre categorie di laser CO2. Esse si distinguono per la modalità di circolazione del gas, che può essere assiale o trasversale rispetto all’asse ottico del fascio, e dal tipo di cavità utilizzata. Abbiamo dunque:
- CO2 laser with rapid axial flow (potenze da 750 W a 20 kW) - il gas circola linearmente ad alta velocità, propulso da turbine o pompe; la cavità necessita di un sistema di raffreddamento ed ha una forma ad “U”;
- CO2 laser with transverse flow (da 1.5 a 45 kW) - il gas viene spinto da una turbina e ricircola trasversalmente, passando attraverso uno scambiatore di calore, mentre nella cavità si realizzano riflessioni multiple attraverso un sistema di specchi prima dell’emissione del fascio;
- SLAB CO2 laser (da 100 W a 2.5 kW) – la miscela di gas è eccitata dalla scarica elettrica generata tra i due elettrodi di una guida d’onda. Il fascio che si ottiene è rettangolare e viene fatto passare in un telescopio per ottenere una migliore distribuzione di energia.
Il laser Nd-YAG è fornito di un medium allo stato solido (il neodimio, appunto, con l’aggiunta di cristalli di ittrio). Con questo tipo di medium si ottiene una lunghezza d’onda pari a 1.06 mm (molto vicino all’infrarosso), pari cioè ad 1/10 di quella del laser CO2. Questa caratteristica è molto importante perché permette di trasportare il fascio con l’impiego di fibre ottiche (quindi per distanze molto maggiori). Si usa prevalentemente per la saldatura dell’alluminio. Anche in questo caso distinguiamo due tipologie: Continous YAG laser (potenza massima 5 kW) e Pulsed YAG laser (potenze medie di 2 kW, energia < 150 J, frequenza < 1000 Hz. Un ultimo tipo di laser è quello a diodi (potenze da 100 W a 2 kW).
Le due principali tipologie di laser sono complementari: il laser CO2 è usato per metalli ad elevato spessore (da 4 mm a 3 kW a 7 mm a 5 kW), mentre il laser Nd-YAG è più adatto per metalli con spessori sottili (fino ad 1 mm a 300 W) o per saldature di precisione (il laser pulsante permette un migliore controllo dell’energia depositata). Nonostante il laser Nd-YAG quindi sia più funzionale (risulta facilmente trasportabile e più preciso) per il suo uso bisogna affrontare costi più elevati rispetto al laser CO2.
Fonte: citazione da http://dma.ing.uniroma1.it/users/aerotec_c3/TECNICHE%20INNOVATIVE%20DI%20SALDATURA%20IN%20CAMPO%20AEROSPAZIALE%20-%202.doc
Sito web da visitare: http://dma.ing.uniroma1.it/users/aerotec_c3/
Autore del testo: non indicato nel documento di origine del testo
Parola chiave google : Saldatura laser tipo file : doc
Visita la nostra pagina principale
Saldatura laser
Termini d' uso e privacy