Saldatura mig tig a filo a arco a stagno
Saldatura mig tig a filo a arco a stagno
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
SALDATURA
La saldatura é una giunzione rigida e permanente di parti metalliche effettuata soprattutto mediante l’interposizione di un metallo d’apporto che viene fuso a contatto delle superfici.
I vantaggi della saldatura sulla chiodatura sono:
- risparmio di materiale
- riduzione di peso
- rapidità di esecuzione
- minor costo
- resistenza alla corrosione
Lo svantaggio della saldatura rispetto alla chiodatura é dovuto all’aumento di temperatura localizzato, che può provocare tensioni interne e deformazioni.
Classificazione delle saldature
Sotto l’azione del calore si uniscono permanentemente e rigidamente più elementi metallici, con o senza apporto di altro materiale metallico.
Saldatura |
Autogena |
A pressione |
Per bollitura |
|
|
|
Per attrito |
|
|
|
|
Elettrica per resistenza |
... a punti: |
|
|
|
|
Elettrica per scintillio di archi voltaici (rotaie, profilati...) |
|
|
||||
|
|
Per fusione |
Ossiacetilenica |
|
|
|
|
Ad arco voltaico |
|
|
|
|
A filo continuo |
|
|
|
|
Ad arco sommerso (polvere di CaO) |
|
|
|
|
Argonarc |
|
|
||||
Saldatura |
Eterogenea |
Saldobrasatura |
|
|
|
|
Brasatura (infiltrazione, tra due metalli anche diversi, di un metallo d’apporto allo stato fuso; i due lembi non devono pervenire a fusione.) |
Dolce |
|
|
|
|
Forte |
|

Moderni procedimenti di saldatura sono quelli ad ultrasuoni, al laser ed al plasma.
Fonte: http://www.itisconegliano.it/studenti/SALDATURA.doc
Autore del testo: non indicato nel documento di origine
Saldatura mig tig a filo a arco a stagno
PROCEDIMENTI DI SALDATURA
1. INTRODUZIONE
La saldatura è il procedimento mediante il quale si effettua una unione permanente tra due pezzi metallici, con o senza apporto di un materiale metallico, in modo da ottenere nei tratti di collegamento la continuità tra i pezzi stessi.
Non basta comunque soddisfare al requisito della continuità fisica tra i pezzi, ma occorre anche che le proprietà meccaniche del giunto siano idonee alle condizioni di servizio.
Esistono diversi procedimenti di saldatura che si distinguono tra loro in base alle modalità con cui viene effettuata la giunzione e, in particolare, in base al tipo di energia che viene impiegata.
In tabella I si presenta uno schema dei principali procedimenti di saldatura attualmente adottati.
Di questi, alcuni hanno una grandissima diffusione a livello industriale, mentre altri sono riservati ad usi particolari. Tuttavia bisogna notare che, trattandosi di tecnologie in rapida evoluzione, si verificano spesso innovazioni in procedimenti già noti o sviluppi di nuovi procedimenti.
Tab. I Procedimenti di saldatura
saldature ad arco elettrico |
con elettrodi rivestiti |
saldature a gas |
|
saldature a resistenza |
a punti |
saldature allo stato solido |
ad attrito |
saldature speciali |
a fascio elettronico |
brasature |
dolci |
2. DEFINIZIONI
Poiché lo studio dei procedimenti di saldatura richiede la conoscenza di alcuni termini e concetti particolari, si forniscono qui di seguito alcune definizioni fondamentali.
Metallo base è il metallo che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi, o diverso.
Metallo d'apporto è il metallo che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. In alcuni procedimenti non è richiesto metallo d'apporto.
Bagno di fusione è la porzione di metallo che si trova allo stato fuso durante l'operazione di saldatura.
Il bagno di fusione è in generale costituito in parte dal metallo base e in parte dal metallo d'apporto. Si definisce rapporto di diluizione il rapporto tra il volume di metallo base fuso e il volume dell'intero bagno di fusione. La diluizione si misura sperimentalmente dall'esame della sezione del giunto (fig. 1).

Fig.1 Sezioni di cordoni di saldatura
Se A è l’area della sezione del metallo d’apporto e B è l’area della sezione del metallo base fuso, il rapporto di diluizione D è:
 (1)
(1)
esso esprime la diluizione che subisce il metallo d'apporto, ad opera del metallo base.
Nei procedimenti di brasatura, ove non si ha fusione del metallo base, il rapporto di diluizione è nullo. Al contrario, nelle saldature dove non si impiega metallo d'apporto (saldature a resistenza, saldature laser), il rapporto di diluizione vale 100.
I valori consueti che si possono verificare sono:
D = 20 - 30% nelle saldature ad arco con elettrodi rivestiti;
D = 25 - 85% nelle saldature ad arco sommerso;
D = 5 - 60% nelle saldature a filo continuo.
Poiché le proprietà del metallo d'apporto sono in generale migliori di quelle del metallo base, procedimenti di saldatura per fusione caratterizzati da più bassi livelli di rapporto di diluizione offrono zone fuse di migliori caratteristiche chimiche.
Giunto è la zona ove si effettua il collegamento, o è il collegamento stesso.
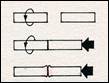
Si distinguono diversi tipi di giunto (fig. 2), a seconda del posizionamento reciproco dei pezzi da saldare. I tipi fondamentali sono:
- giunto di testa (a);
- giunto ad angolo o a T (b);
- giunto a sovrapposizione (c).
Passata è la singola operazione di saldatura lungo un giunto; il risultato della passata è la formazione di un cordone di saldatura. Per effettuare un giunto può bastare una passata, oppure occorrono più passate.
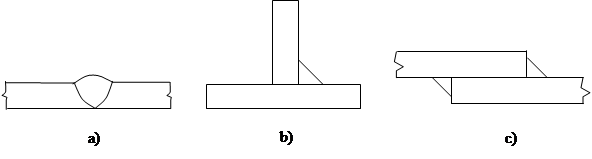
Fig. 2 Tipi di giunti
Posizione di saldatura definisce la posizione del giunto e la sua giacitura; essa condiziona le modalità della passata e la tecnica da adottare. Si distinguono quattro posizioni fondamentali (fig. 3):
- piana (a);
- frontale (b);
- verticale (c);
- sopratesta (d).
Non è sempre possibile operare in tutte le posizioni e non tutti i procedimenti lo consentono.
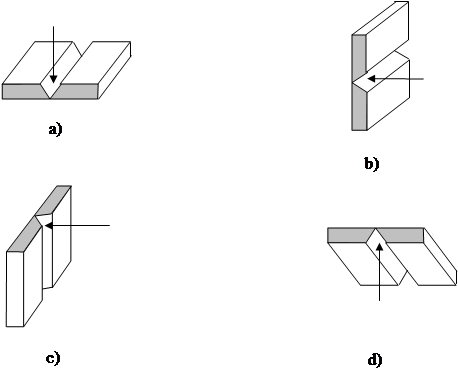
Fig. 3 Posizioni di saldatura
Penetrazione del giunto è la profondità p, misurata a partire dalla superficie di un pezzo, a cui è giunta la fusione del metallo base (fig. 4). Questo parametro è particolarmente importante, in quanto stabilisce la sezione resistente del giunto. Il valore della penetrazione dipende dal procedimento e per uno stesso procedimento può essere modificato operando sui parametri di esecuzione.
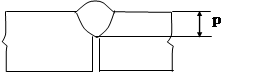
Fig. 4 Penetrazione del giunto
Si chiama giunto a completa penetrazione quello in cui tutta la sezione del giunto è stata fusa.
E' importante sottolineare che giunti di testa che non risultino a completa penetrazione vengono considerati inaccettabili da tutte le norme di accettabilità in quanto, oltre a presentare una sezione resistente minore, subiscono l'effetto di intaglio che li rende particolarmente pericolosi nei confronti della fatica.
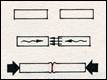
Quando gli spessori da unire sono superiori a 5 mm, occorre preparare i lembi, sagomandoli in modo da creare un vano o cianfrino, entro il quale si possa effettuare il deposito del metallo d'apporto, garantendo la piena penetrazione. In figura 5 si riportano alcuni esempi di preparazione che vengono definiti, in base alla forma, a V, a X, a U, a doppia U, a  V, a J, a K e a doppia J.
V, a J, a K e a doppia J.
La preparazione a V si impiega fino a 20 mm di spessore; quella a U per spessori superiori. Analogamente per i giunti d'angolo la preparazione a ½ V si impiega fino a 20 mm e quella a J per spessori superiori. Le preparazioni a X e a doppia U e quelle a K e a doppia J consentono saldature su entrambi i lati.
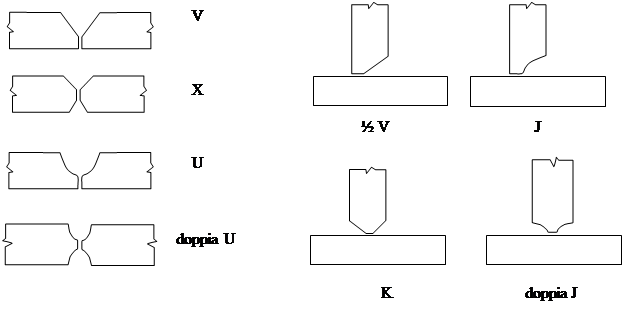
Fig. 5 Tipi di preparazione
Apporto termico specifico (o heat input H.I.) è definito come l’energia fornita dalla sorgente all’unità di lunghezza del giunto e dipende dal procedimento di saldatura e dalle modalità esecutive.
Esso si calcola convenzionalmente con la formula:
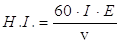 (2)
(2)
in cui:
I = intensità della corrente di saldatura;
E = tensione di saldatura;
v = velocità di traslazione della sorgente termica  .
.
Valori tipici di H.I. per i principali procedimenti di saldatura sono:
con elettrodo rivestito 10¸12  ;
;
ad arco sommerso 20¸40  .
.
3. Saldatura ad arco elettrico
Le saldature che impiegano l'arco elettrico come sorgente termica sono attualmente le più diffuse e quindi rivestono la maggiore importanza fra tutti gli altri procedimenti.
L'arco viene attivato tra il pezzo ed un elettrodo che è mosso a mano o meccanicamente lungo il giunto in modo da effettuare la passata. In alcuni casi l'elettrodo rimane fermo, mentre è il pezzo che viene fatto scorrere o ruotare. L'elettrodo può essere di tipo fusibile ed allora costituisce anche il metallo d'apporto, altrimenti, se è infusibile, assolve solo alla funzione di alimentare l'arco mentre il materiale d'apporto, quando richiesto, deve essere fornito mediante una bacchetta separata.
I vari procedimenti di saldatura ad arco sono i seguenti:
- saldatura ad arco ad elettrodi rivestiti ER (sigla inglese SMAW)
- ad arco sommerso AS (sigla inglese SAW)
- con filo elettrodo in gas protettivo MIG/MAG (sigla inglese GMAW)
- con elettrodo infusibile in gas protettivo TIG (sigla inglese GTAW)
3.1 L'arco elettrico
E' opportuno premettere alla tecnologia del procedimento alcune nozioni sull'arco elettrico, perché ciò consente di comprendere meglio i processi che si adottano e l'influenza dei parametri operativi sulla qualità del giunto.
L'arco è la manifestazione fisica del passaggio di corrente elettrica attraverso un mezzo liquido o gassoso ionizzato.
Quando ad un metallo viene conferita energia sufficiente, esso comincia ad emettere gli elettroni di valenza che orbitano liberamente nei reticoli cristallini. L'energia necessaria è detta energia potenziale di estrazione e può essere conferita in diversi modi, in particolare, se l'emissione di elettroni è dovuta al calore, si parla di effetto termoionico. Se due elettrodi sono sottoposti a differenza di potenziale, gli elettroni emessi vengono accelerati dal campo elettrico ed attraversando l'aria interposta la ionizzano, formando ioni positivi e nuovi elettroni.
Il movimento polarizzato di queste particelle cariche consente un passaggio di corrente sempre più intenso, moltiplicando, per dissociazioni successive, gli elettroni diretti verso l'anodo e gli ioni diretti verso il catodo.
L'urto tra le particelle fa innalzare la temperatura per cui si raggiunge ben presto la formazione di una colonna di plasma ad alta temperatura. Il fenomeno, se sorretto da un generatore che continui a mantenere la differenza di potenziale tra gli elettrodi ad un valore sufficiente, diventa stabile, in quanto il gas ionizzato si comporta come un conduttore che chiude il circuito tra i due elettrodi. Inoltre, il continuo bombardamento di ioni e di elettroni sugli elettrodi ne scalda le superfici affacciate, potenziando l'emissione termoionica del catodo.
Per innescare l'arco, quando gli elettrodi sono freddi, occorrerebbero elevate differenze di potenziale che dessero luogo a campi elettrici dell'ordine di migliaia di volt per millimetro. Poiché questo non è praticamente possibile, si ricorre ad un riscaldamento degli elettrodi mediante un breve corto circuito degli stessi. In alcuni sistemi automatici l'arco viene innescato mediante una scintilla pilota, alimentata ad alta frequenza, che ionizza l’aria interposta.
Come effetto secondario dell'arco elettrico attraverso un mezzo gassoso, si ha una forte emissione di radiazioni elettromagnetiche che interessano l'infrarosso, il visibile e l'ultravioletto. Ciò impone l'uso da parte dei saldatori di opportune dotazioni per proteggere gli occhi e la pelle.
Le temperature che si raggiungono con l'arco sono sempre molto elevate, avendosi:
T = 5000 ¸ 5500 °C nella colonna di plasma;
T = 3500 ¸ 4000 °C sull'anodo ( + );
T = 2500 ¸ 2800 °C sul catodo ( - ).
A causa della differenza di temperatura tra anodo e catodo non è indifferente la polarità che viene attribuita al pezzo ed all'elettrodo.
Si definisce polarità diretta quella in cui il pezzo è collegato al polo positivo (fig. 6) e polarità inversa quella in cui il pezzo è collegato al polo negativo (fig. 7).
La polarità diretta ha come effetto un maggior riscaldamento del pezzo e quindi una maggiore penetrazione. In complesso l'elettrodo rimane più freddo e l'arco meno stabile.
La polarità inversa dà luogo a maggiore velocità di fusione dell'elettrodo, cui consegue maggiore stabilità dell'arco.
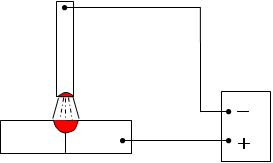
Fig. 6 Polarità diretta Fig. 7 Polarità inversa
Quando si usano elettrodi fusibili, come nella maggioranza dei casi, le particelle liquide che si staccano dall'estremità dell'elettrodo vengono trasferite attraverso l'arco verso il metallo base, grazie alle forze elettrodinamiche che si instaurano nell'arco. Con riferimento alla figura 8, si vede che, essendo la sezione dell'elettrodo sempre minore di quella del pezzo, l'arco assume una forma quasi troncoconica, con base maggiore sul pezzo.
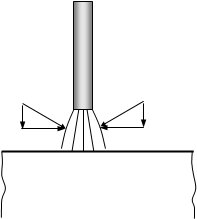
Fig. 8 Forze elettrodinamiche dell’arco
Di conseguenza, le forze elettrodinamiche che si instaurano fra gli infiniti conduttori percorsi da corrente nello stesso senso sono inclinate con componenti assiali rivolte verso il pezzo. Questa spinta elettrodinamica consente di effettuare anche saldature sopratesta.
3.2 Caratteristica d'arco
L'arco elettrico in regime stazionario può essere considerato come un conduttore ohmico, dotato di resistenza costante che dipende dalla sua lunghezza, dalle condizioni di ionizzazione e dalla sezione dell'elettrodo.
Tuttavia, al variare della intensità di corrente, la resistenza non si mantiene costante perché varia la larghezza dell'arco e la sua conducibilità. Se si riporta in diagramma la tensione applicata agli elettrodi in funzione della corrente che attraversa l'arco, si ottengono delle curve come quelle di figura 9, che hanno quale parametro la lunghezza d'arco 1.
Ogni curva ha un tratto discendente, in cui la tensione diminuisce all'aumentare della corrente: ciò si spiega con l'incremento della ionizzazione e quindi con la diminuzione della resistenza dell'arco.
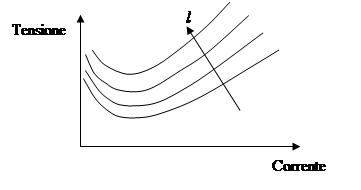
Fig. 9 Caratteristiche d’arco
Quando la ionizzazione raggiunge un livello di saturazione, la resistenza rimane costante e quindi le curve assumono un andamento praticamente rettilineo, giacendo su rette passanti per l'origine. All'ulteriore aumentare della intensità di corrente, si ha un aumento di resistenza, dovuto all'effetto delle forze elettrodinamiche che riducono la sezione dell'arco, senza che possa aumentare la ionizzazione.
Lunghezze d'arco maggiori corrispondono a caratteristiche più alte in quanto, a parità di altre condizioni, la resistenza elettrica è più elevata.
3.3 Alimentazione dell'arco elettrico
L'alimentazione elettrica dell'arco avviene mediante un generatore di corrente continua che deve essere in grado di fornire le coppie di valori tensione-intensità di corrente che possono essere richieste dalle varie condizioni di saldatura.
Si definisce caratteristica del generatore la curva che rappresenta l'andamento della tensione in funzione dell'intensità di corrente che esso eroga (fig. 10).
I generatori per saldatura presentano caratteristiche discendenti in cui il valore massimo della tensione, E0, si ha per corrente nulla; questo valore è detto tensione a vuoto. Per facilitare l'accensione dell'arco sarebbe utile una tensione a vuoto elevata ma, per sicurezza, si tiene E0 = 50 V.
L'andamento decrescente delle caratteristiche è necessario allo scopo di contenere i valori della corrente massima Icc , quando l'elettrodo ed il pezzo sono in contatto (corrente di corto circuito) e di limitare le variazioni di corrente al variare della tensione, durante la saldatura.
Ogni generatore può operare con diverse caratteristiche, selezionabili con discontinuità o con
continuità.
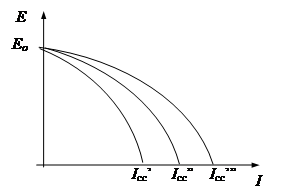
Fig. 10 Caratteristiche del generatore
L'intersezione della caratteristica d'arco con la caratteristica del generatore selezionata stabilisce il punto di funzionamento. Bisognerà scegliere una caratteristica del generatore idonea a stabilire le migliori condizioni operative per il tipo di elettrodo adottato, ed il suo diametro. Al crescere del diametro d dell'elettrodo l'intensità di corrente deve aumentare, in modo da consentire un più alto apporto termico.
Come riferimento si usano le espressioni empiriche:
I = 40 × d (per saldature in piano e sopratesta)
(3)
I » 0.85 × I piano (per saldature in verticale)
che legano linearmente la corrente al diametro dell’elettrodo, in relazione alla posizione di saldatura.
Comunque, ogni fabbricante consiglia il valore più appropriato di corrente per i propri elettrodi.
Quando si usano diametri maggiori, anche la lunghezza d'arco viene aumentata. Pertanto, al variare del diametro degli elettrodi, occorre stabilire la coppia di valori tensione-corrente che meglio soddisfa ai requisiti della saldatura. Le norme stabiliscono una relazione che lega linearmente le due quantità:
E = (20+0,04×I) [V] per I < 600 A
(4)
E = 44 V per I > 600 A .
La tensione così determinata si chiama tensione convenzionale di saldatura.
Operativamente, una volta che è stato scelto il valore della corrente mediante una delle (3), o seguendo le istruzioni del fabbricante, si determina la tensione convenzionale e si seleziona la caratteristica del generatore che passa per il punto individuato (fig. 11). Il saldatore dovrà, durante la passata, mantenere una lunghezza d'arco costante, di valore tale che l'intersezione tra la caratteristica d'arco e la caratteristica del generatore cada sul punto individuato. Vi è comunque un processo spontaneo di autoregolazione che facilita il mantenimento delle condizioni prescelte.
Con riferimento alla figura 12, sia P0 il punto di funzionamento prescelto, intersezione tra la caratteristica del generatore selezionata e la caratteristica d'arco per una certa lunghezza l0.
Se, per qualche motivo, l'estremità dell'elettrodo si avvicina al pezzo diminuendo così la lunghezza d'arco fino al valore l1 < l0 , si ha il nuovo punto di funzionamento P1 a cui corrisponde un'intensità di corrente I1 più alta. Questa provocherà allora una maggiore velocità di fusione dell'elettrodo, che tenderà a riportare il punto di funzionamento su P0 , in corrispondenza della lunghezza d'arco iniziale.
 Analogo fenomeno avviene se le condizioni di funzionamento si spostano in P2 su una lunghezza d'arco maggiore.
Analogo fenomeno avviene se le condizioni di funzionamento si spostano in P2 su una lunghezza d'arco maggiore.
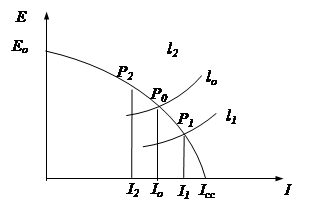
Fig. 11 Punto di funzionamento Fig. 12 Processo di autoregolazione
3.4 Influenza dei parametri di saldatura
I fattori più importanti che influenzano la sezione e la qualità del cordone di saldatura sono:
- intensità di corrente di saldatura e tipo di corrente (se continua, la sua polarità);
- tensione di saldatura;
- velocità di saldatura.
La corrente di saldatura determina la velocità di fusione del filo (velocità di deposito) e la penetrazione.
Normalmente in saldatura quando si vogliono privilegiare elevate velocità di fusione dell’elettrodo e bassi rapporti di diluizione viene utilizzata la polarità inversa (- al pezzo)
Se al contrario si desidera un bagno di saldatura profondo si adotta la polarità diretta (+ al pezzo). Il procedimento TIG richiede la polarità diretta per non surriscaldare l’elettrodo di tungsteno che non deve essere fuso.
La tensione di saldatura influenza la larghezza del deposito.
La velocità di deposito influisce sulle dimensioni del bagno di fusione in modo inversamente proporzionale; anche l’aspetto superficiale del cordone risente dell’effetto della velocità: saldature eseguite molto velocemente presentano superfici alquanto irregolari e con onde a spina di pesce, possono essere affette da sensibili incisioni marginali e possono contenere porosità e cricche a centro cordone.
3.5 Saldatura ad arco con elettrodi rivestiti (ER o SMAW)
Questo procedimento, tipicamente manuale, è certamente il più diffuso tra tutti quelli che impiegano l'arco elettrico come sorgente termica. La sua introduzione risale agli inizi del secolo scorso e da allora sono stati apportati al procedimento continui miglioramenti.
Attualmente l'importanza della saldatura con elettrodi rivestiti si riscontra soprattutto nelle costruzioni in acciaio.
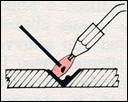
La peculiarità del procedimento è rappresentata dall'uso di elettrodi costituiti da un'anima metallica ricoperta con un impasto solido. Quando l'arco viene innescato, la temperatura che si determina provoca la progressiva fusione dell'anima dell'elettrodo e la contemporanea fusione e volatilizzazione del rivestimento (fig. 13). Quindi l'anima svolge la funzione di metallo d'apporto, mentre il rivestimento assolve a diversi compiti.
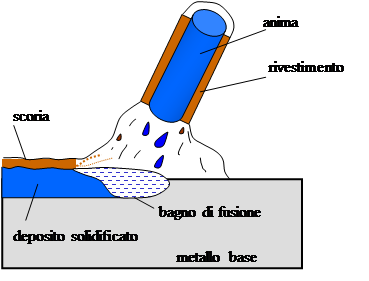
Fig.13 Saldatura ad arco con elettrodi rivestiti
In particolare esso deve:
- fornire elementi fortemente termoionici che, ionizzandosi facilmente, stabilizzano l'arco e facilitano il suo innesco;
- formare un'atmosfera protettiva che sostituisca l'aria intorno all'arco ed al bagno fuso, in modo da impedire fenomeni di ossidazione e di nitrurazione del metallo;
- fornire elementi disossidanti (Si, Mn) e depuratori del bagno fuso;
- aggiungere al bagno elementi particolari per migliorare le caratteristiche del giunto;
- formare una scoria che galleggi allo stato fuso sul cordone di saldatura, allo scopo di proseguire l'azione protettiva agli agenti atmosferici e di rallentare il raffreddamento del bagno. Nella scoria, che deve essere facilmente eliminabile per scalpellatura, si raccolgono tutte le impurezze presenti nel bagno e che hanno reagito allo stato fuso con esso, formando sali più leggeri.
3.5.1 Tipi di elettrodi
A seconda degli elementi che entrano nella composizione del rivestimento, si hanno diversi tipi di elettrodi.
Elettrodi a rivestimento basico
I rivestimenti basici sono costituiti al 70% da sali di calcio e magnesio, quali carbonati e fluoruri, e da ferroleghe, quali Fe-Mn, Fe-Ti e Fe-Si con funzione disossidante.
La presenza di calcio conferisce il comportamento basico alla scoria che ha l'effetto di desolforare e defosforare il bagno. Siccome sono cotti a temperature piuttosto alte (450 °C) hanno basso contenuto di acqua, pertanto non introducono idrogeno nel bagno. Per l’insieme di questi motivi, i rivestimenti basici sono i migliori dal punto di vista metallurgico, contrastando il pericolo di cricche a caldo ed a freddo. Il loro uso è infatti richiesto per saldature di carpenteria e costruzioni impegnative. Hanno però lo svantaggio di formare un ombrello protettivo piuttosto piccolo, quindi debbono operare con archi corti, sono di delicata conservazione, in quanto igroscopici (ma possono essere essiccati in forno a T < 350 °C) e richiedono più abilità da parte dell'operatore. Vanno impiegati con polarità inversa (pezzo al polo negativo), in modo da favorire il riscaldamento dell'elettrodo e quindi la sua emissività e il flusso di plasma anodico.
Elettrodi a rivestimento acido
I rivestimenti acidi sono costituiti da ossidi di ferro, silicati di alluminio e ferroleghe ed esplicano principalmente azione disossidante. Formano ampio ombrello protettivo, quindi sono facili da usare, e producono cordoni di bell'aspetto.
Consentono la polarità diretta, che provoca maggiore penetrazione. Hanno lo svantaggio di presentare contenuti di umidità non trascurabili, non potendo subire cotture ad alte temperature, e non hanno efficacia per depurare il bagno.
La scoria prodotta da questi elettrodi è vetrosa e facilmente rimovibile, ma non rifusibile, quindi deve essere accuratamente eliminata prima di effettuare successive passate di saldatura.
Elettrodi a rivestimento rutilico
Questi rivestimenti sono caratterizzati dalla presenza di biossido di titanio (TiO2) o rutilo che viene aggiunto, ai componenti dei rivestimenti acidi, per migliorare la stabilità dell'arco; consentono quindi anche l’uso di corrente alternata.
Sono fortemente disossidanti ma non depurano il bagno. La loro principale caratteristica è la estrema semplicità di impiego, con produzione di scoria facilmente eliminabile e cordone di bell’aspetto. Si utilizzano quindi spesso per effettuare passate di finitura.
Elettrodi a rivestimento cellulosico
Il rivestimento a base di cellulosa ha la caratteristica di produrre poca scoria. Infatti, essendo la cellulosa un materiale facilmente scomponibile, sviluppa grandi quantità di gas, quali CO e H2 .
La saldatura con questi tipi di elettrodi può essere considerata sotto protezione di gas. Data la bassa ionizzabilità dell'atmosfera, richiedono tensioni d'arco più elevate e producono alte penetrazioni.
Non proteggono dal pericolo delle cricche, anzi, per la presenza di idrogeno ne accentuano il rischio di formazione. Sono molto igroscopici ma, a differenza di quelli basici, non possono essere asciugati se hanno assorbito umidità, non potendo essere essiccati in forno.
Il loro impiego tipico è nelle saldature di testa (o nelle prime passate su tubi), ove si richiedono alte penetrazioni, e nelle saldature verticali.
Rivestimenti ad alto rendimento
Si definisce rendimento di un elettrodo il rapporto tra il peso di metallo depositato ed il corrispondente peso di anima che si è fusa.
Un metodo per aumentare il rendimento consiste nell’aggiungere polvere di ferro nel rivestimento che, fondendo, va ad integrare il metallo di apporto proveniente dall’anima.
I rivestimenti che contengono polvere di ferro sono pertanto chiamati ad alto rendimento.
Presentano archi più estesi in sezione, ma in compenso minori penetrazioni.
Operano, per la maggior conduttività, con correnti più alte e quindi consentono maggiori velocità di deposito.
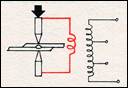
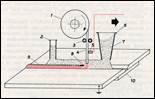
3.6 Saldatura a filo continuo
Questi procedimenti impiegano un elettrodo continuo di tipo fusibile, che è avvolto su un aspo e fatto avanzare durante la saldatura mediante dei trascinatori a rulli R (fig. 14). Il generatore di corrente G è collegato al filo mediante un contatto strisciante C, posto a breve distanza dall'arco, per ridurre la dissipazione di energia attraverso il filo.
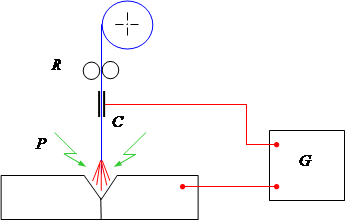
Fig. 14 Schema di saldatura a filo continuo
In questi procedimenti la lunghezza d'arco viene regolata agendo sulla velocità dei rulli di trascinamento, che è controllata dalla tensione d'arco.
La protezione del giunto, indicata in figura con P, è ottenuta o con flusso di polveri o con gas.
A seconda del tipo di protezione, si hanno i seguenti processi di saldatura:
- ad arco sommerso;
- sotto gas protettivo.
3.6.1 Saldatura ad arco sommerso (AS o SAW)
Durante la saldatura l'elettrodo è completamente circondato da un flusso di polvere protettiva che viene fatta scorrere, cadendo da una apposita tramoggia (fig. 15).
L'arco quindi risulta non esposto all'aria, ma "sommerso" dal flusso.
I costituenti del flusso, che possono essere di varia natura, in parte fondono formando una scoria protettiva e disossidante ed in parte rimangono allo stato di polvere, che può essere poi recuperata.
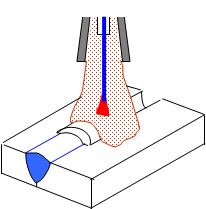
Fig. 15 Saldatura ad arco sommerso
L'arco sommerso, essendo un tipico procedimento automatico, consente alte produttività ed un'ottima affidabilità.
La caratteristica principale dell’arco sommerso è la possibilità di impiegare intensità di corrente assai più elevate di quelle utilizzate per elettrodi rivestiti di pari diametro. Per esempio, con un filo di 4 mm di diametro si possono impiegare facilmente 700 A, mentre con elettrodo rivestito dello stesso diametro non si superano in genere i 200 A, onde non riscaldare eccessivamente e danneggiare il rivestimento.
L’elevata intensità di corrente porta le seguenti conseguenze:
- viene fusa una notevole quantità di metallo d’apporto;
- viene fusa una notevole quantità di materiale base.
Ciò significa che la saldatura ad arco sommerso offre alta produttività e notevole capacità di penetrazione nei confronti del materiale base.
Queste caratteristiche rendono la saldatura ad arco sommerso particolarmente adatta per operare su grandi e medi spessori, in quanto si può avere la possibilità di eseguire un giunto con un minimo numero di passate effettuate a velocità sensibilmente superiori a quelle possibili con saldatura manuale.
Il procedimento si presta inoltre in modo particolare alla realizzazione di riporti saldati, ove si deposita, mediante cordoni paralleli, uno strato uniforme di metallo su quello base.
In caso di riporti o placcature (sia per ripristinare pezzi usurati, sia per ottenere superfici con particolari caratteristiche meccaniche e metallurgiche), si utilizza la polarità inversa (con pezzo collegato al polo -), per limitare la penetrazione ed aumentare (fino al 30%) la velocità di deposito.
I flussi
I flussi, oltre a proteggere l’arco, hanno anche altre funzioni, analogamente a quanto visto per il rivestimento degli elettrodi. Sono costituiti soprattutto da silicati, ossidi e ferroleghe.
I flussi sono normalmente distinti in due grandi categorie, che tengono conto del metodo usato nella loro fabbricazione, e che caratterizza la loro attività metallurgica: flussi prefusi, flussi agglomerati e flussi misti.
I flussi prefusi (di aspetto vetroso)vengono prodotti portando a fusione i minerali di partenza, tra i quali, durante la permanenza in forno, avvengono tutte le possibili reazioni chimiche. Quindi questo impasto viene colato in una vasca e, dopo solidificazione, si procede alla macinazione.
In saldatura, questi si rifondono costituendo una coltre impermeabile all’aria. A causa delle già avvenute reazioni chimiche, viene però a mancare l’azione disossidante sul bagno che deve essere esplicata da un adeguato filo che apporti una sufficiente quantità di manganese (deve contenere una quantità circa doppia di quella che si vuole avere nel cordone). Risulta dunque evidente l’importanza di accoppiare il filo col flusso.
Un flusso prefuso non assume praticamente umidità dall’atmosfera e permette più elevate velocità esecutive.
I flussi agglomerati (di aspetto opaco) vengono prodotti macinando finemente i minerali di partenza (prefuso + ferroleghe Mn, Cr, V, ecc.) e mettendoli in forno (T = 450 °C) insieme ad un agglomerante (silicati). Ciò non consente un completo esaurimento delle reazioni chimiche tra i vari componenti, le quali possono riprendere all’atto della saldatura.
Si ha pertanto la possibilità, con questi flussi, di apportare nel bagno di fusione elementi disossidanti quali Si e Mn, oltre a proteggere meccanicamente il bagno stesso dall’azione dell’aria.
In questo caso, si utilizzano fili a ridotto contenuto di Mn.
In genere i flussi agglomerati tendono ad assorbire umidità dall’atmosfera, se non ben conservati, e a cedere notevoli quantità di idrogeno nel bagno. I flussi possono però essere riessiccati, prima dell’uso, introducendoli in appositi fornetti.
Nel riscaldamento sotto l’effetto dell’arco, anche il flusso agglomerato che non viene fuso altera le sue caratteristiche: pertanto i flussi agglomerati non possono essere “recuperati” e vanno usati nella quantità strettamente necessaria.
I flussi misti sfruttano i vantaggi degli uni limitando gli svantaggi degli altri. Poiché le parti prefuse e quelle agglomerate si comportano in modo diverso durante la fase di protezione della saldatura, questi flussi non si prestano bene ad essere “recuperati”. Essi presentano anche difficoltà di riessiccazione, qualora abbiano assorbito umidità dall’ambiente.
I fili
I fili costituenti l'elettrodo sono fabbricati partendo da vergelle di elevata purezza e ridotti al diametro voluto mediante trafilatura. Generalmente sono rivestiti di un sottile strato di rame che ha lo scopo sia di proteggerli dall'ossidazione, durante i periodi di immagazzinamento, sia di ridurre la resistenza elettrica di contatto con la spazzola strisciante.
Recentemente sono stati introdotti anche fili animati, che contengono nel loro interno polveri di ferroleghe, analogamente a quanto si dirà al punto seguente per il procedimento manuale a filo animato.
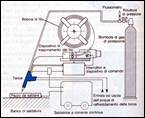
3.6.2 Saldatura a filo elettrodo in gas protettivo (MIG/MAG o GMAW)
In questo procedimento, di introduzione più recente, la protezione è effettuata mediante un'atmosfera gassosa fatta defluire intorno al filo sulla zona di saldatura.
Si impiegano diversi tipi di gas e loro miscele. Se l'atmosfera è formata da gas inerti, il procedimento si chiama MIG (Metal Inert Gas), se è formata da gas con una certa reattività chimica, il procedimento si chiama MAG (Metal Active Gas).
Secondo la normativa anglosassone, non viene fatta distinzione nella classificazione del procedimento in base al tipo di gas protettivo, ma viene indicato semplicemente come Gas Metal Arc Welding (GMAW).
Con la protezione di gas l'arco è completamente visibile e l'operatore salda usando una torcia collegata mediante un grosso cavo alla macchina. Questa provvede a fornire il filo-elettrodo con il dovuto avanzamento, la circolazione dell'acqua in andata e ritorno per il raffreddamento della torcia, il flusso di gas protettivo e la corrente al filo. In fig. 16 è schematizzata una torcia per saldatura semiautomatica.
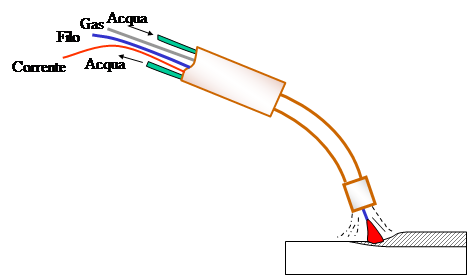
Fig. 16 Saldatura a filo elettrodo in gas protettivo
Il generatore è a caratteristica piatta (tensione costante) per avere forti variazioni di corrente e sfruttare meglio l'autoregolazione. Si impiega la polarità inversa per favorire la fusione dell'elettrodo e la stabilità dell'arco, altrimenti insufficiente data l’assenza di sostanze ionizzanti.
Il gas inerte più usato è l’argon. Questo gas è assolutamente inerte ed essendo 1,3 volte più pesante dell'aria, protegge bene l'arco. In alternativa (specialmente in U.S.A.), per saldare pezzi di grosso spessore, si usa l'elio in quanto consente elevati apporti termici.
Però l’elio, essendo più leggero dell'aria, tende più dell’argon a disperdersi e quindi richiede flussi più intensi.
A volte si usano anche miscele di argon e di elio o miscele di uno di questi gas con ossigeno.
Quando si usa un gas attivo (MAG), si adopera generalmente CO2, dato il basso costo.
Questo subisce la reazione:
Q + CO2 « CO + O
che, alle alte temperature dell'arco, avviene nel senso della dissociazione con assorbimento di calore Q.
A ridosso del metallo base, più freddo, si ha la reazione inversa con restituzione del calore, che quindi risulta trasferito al bagno di fusione.
Grazie al maggior apporto termico, il procedimento MAG dà luogo a cordoni più larghi e più profondi. E' un procedimento molto economico e diffuso per gli acciai comuni.
Spesso si usano miscele di CO2 + Ar oppure CO2 + Ar + O2 .
Occorrono comunque fili disossidanti (con Mn, Si) per ridurre i pericoli di ossidazione.
Variante di questo tipo di procedimento è quello cosiddetto a filo animato (FCAW dalla classificazione anglosassone Flux Cored Arc Welding). In questo procedimento, il filo non è costituito da metallo massiccio ma è internamente cavo e riempito di flusso; questo può avere tutte le funzioni dei rivestimenti degli elettrodi rivestiti, cioè operativa, protettiva, elettrica e metallurgica (disossidazione, desolforazione, apporto di elementi di lega).
Esiste lo svantaggio di un maggior costo del filo e il problema della scoria che deve essere asportata.
I fili animati hanno, rispetto ai fili pieni, il grande vantaggio di consentire generalmente maggiori velocità di deposito, arco più stabile e penetrazioni più accentuate e, per gli acciai al carbonio, possono dare la possibilità, utile per alcune applicazioni di minor importanza, di saldare direttamente su materiali arrugginiti con protezione di CO2. Su acciai legati si usa generalmente protezione di miscele Ar - CO2 o di argon puro.
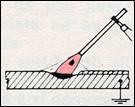
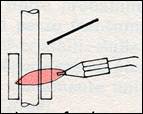
3.6.3 Saldatura con elettrodo infusibile in gas protettivo (TIG o GTAW)
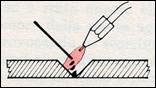
Questo procedimento particolare (Tungsten Inert Gas o Gas Tungsten Arc Welding) si differenzia da quelli a protezione di gas visti in quanto l'elettrodo è infusibile. Esso è costituito infatti da una bacchetta di tungsteno che spunta dalla torcia. Per il resto il procedimento è simile al MIG. L'arco scocca tra pezzo ed elettrodo ed è protetto dal gas inerte. Quando occorre metallo d'apporto l'operatore introduce una bacchetta di tale metallo nel bagno fuso.
Il procedimento TIG è stato introdotto durante la seconda guerra mondiale per saldare le leghe leggere delle costruzioni aeronautiche. Il suo uso è oggi esteso alla saldatura di acciai per eseguire passate sottili, o di fondo cianfrino, senza pericolo di sfondamenti. Richiede polarità diretta, per non consumare l'elettrodo.
4. Metallurgia delle saldature ad arco ELETTRICO
I procedimenti di saldatura ad arco elettrico comportano la fusione di una parte dei metalli da unire, con il riscaldamento delle zone circostanti fino a temperature prossime a quelle di fusione. Siccome ciò provoca diversi effetti metallurgici e meccanici sul giunto ele sue zone vicine, occorre considerare la struttura finale del metallo, la presenza di cricche, le deformazioni e le tensioni residue in quanto influenzano notevolmente la qualità del giunto.
4.1 I cicli termici
Attorno alla sorgente termica che trasla sulla superficie del pezzo per eseguire il cordone di saldatura si stabilisce un flusso termico con gradienti di temperatura il cui campo si muove con la sorgente termica.
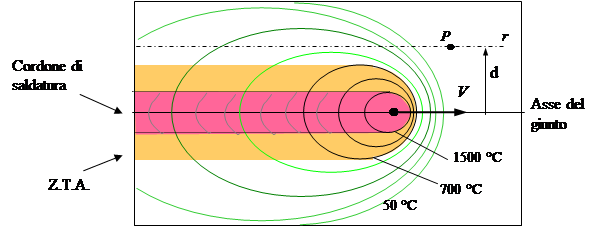
Fig. 17 Andamento delle isoterme associate ad una sorgente puntiforme in movimento
In figura 17 si rappresentano le isoterme corrispondenti ad una sorgente termica puntiforme che si muove con velocità v su una lastra di dimensioni infinite.
La posizione delle isoterme è influenzata, oltre che dalla velocità della sorgente, dalla capacità termica e dalla conducibilità del materiale.
L’isoterma corrispondente alla temperatura di fusione del metallo base delimita in ogni istante la zona che viene fusa. Il metallo liquido può essere immaginato come contenuto in un crogiolo le cui pareti sono costituite dal metallo base che si trova esternamente alla isoterma di fusione. Con la traslazione della sorgente termica il crogiolo si sposta lasciando dietro di sé il cordone solidificato. Tutti i punti del pezzo che non vengono toccati dalla isoterma di fusione, ma subiscono ancora un riscaldamento sufficientemente elevato, costituiscono quella che si chiama la zona termicamente alterata (Z.T.A.). Più esattamente, per gli acciai la Z.T.A. è costituita dal materiale la cui temperatura è compresa tra quella di fusione e quella corrispondente alla temperatura A1 (temperatura eutettoide, 723°C) del diagramma ferro-carbonio.
La zona termicamente alterata è sottoposta a cicli termici il cui andamento determina il tipo di struttura finale. Si consideri un punto P della superficie del pezzo, posto a distanza d dall'asse del giunto. La sua temperatura aumenterà, a mano a mano che verrà attraversato da isoterme di valore crescente, fino alla temperatura massima corrispondente alla isoterma il cui semiasse minore è uguale a d. Da questo momento in poi il punto comincia a raffreddarsi, venendo attraversato dalle stesse isoterme precedenti, ma in ordine inverso.
Se la velocità di traslazione v della sorgente termica è costante, il tempo che il punto impiega a passare da una temperatura ad una altra è proporzionale alla lunghezza del segmento compreso tra le isoterme corrispondenti, misurato sulla retta r passante per il punto P, parallela alla direzione di saldatura.
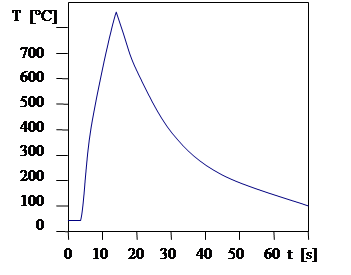
Riportando in funzione del tempo le temperature assunte successivamente dal punto P si traccia il ciclo termico subito dal punto (fig. 18).
La pendenza media del tratto discendente della curva, e cioè la velocità di raffreddamento, rappresenta la severità termica del ciclo. Quanto più veloce è il raffreddamento, tanto maggiore è il rischio di provocare un trattamento di tempra.
 La severità del ciclo è influenzata dall'apporto termico, dallo spessore dei pezzi da saldare, dal tipo di giunto (bi-termico un giunto testa-testa, tri-termico un giunto a T) e dalla geometria dei pezzi.
La severità del ciclo è influenzata dall'apporto termico, dallo spessore dei pezzi da saldare, dal tipo di giunto (bi-termico un giunto testa-testa, tri-termico un giunto a T) e dalla geometria dei pezzi.
Fig. 18 Esempio di ciclo termico
Apporti termici più elevati o preriscaldi danno origine a cicli più blandi, analogo risultato si ottiene quando gli spessori sono piccoli, ovvero quando i tipi di giunti e le geometrie sono tali da non favorire un veloce smaltimento del calore.
Gli acciai con percentuali di carbonio piuttosto elevate (o contenenti elementi quali il cromo, il molibdeno, il manganese) sono facilmente soggetti a tempra presentando curve ad S più spostate a destra rispetto a quelle presentate dagli acciai dolci non legati.
Così, se il raffreddamento non è tanto blando da consentire la trasformazione dell'austenite in ferrite e cementite, si ha formazione di strutture intermedie o addirittura di martensite dura e fragile. Ciò può avvenire sia nella zona fusa, sia in quella termicamente alterata, ma soprattutto in quest'ultima.
Per ovviare al pericolo di formare strutture di tempra, si usa un preriscaldo del metallo base (a temperatura Tp= 75¸300 °C), allo scopo di aumentare l'apporto termico e diminuire la velocità di raffreddamento (fig. 19).
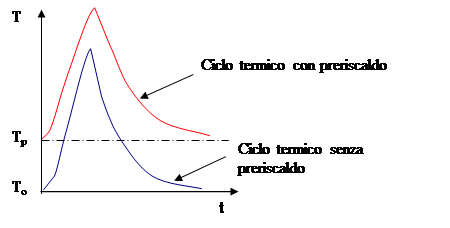
Fig. 19 Effetto del preriscaldo
Se non si riesce ad evitare la formazione di martensite, si può ricorrere ad un trattamento successivo di ricottura.
4.2 Le cricche
Un pericolo sempre presente nelle saldature per fusione è la formazione di cricche. Sono difetti bidimensionali, poiché sono più o meno lunghi e profondi, con andamento frastagliato, mentre hanno i lembi piuttosto ravvicinati.
Se le cricche hanno dimensioni molto ridotte (inferiori a circa 1 mm) vengono spesso dette microcricche, sebbene questa denominazione non sia a rigore corretta.
Le cricche sono il difetto più grave e temibile di un giunto saldato. Infatti una cricca costituisce un innesco alla frattura ed è suscettibile di ingrandirsi nel tempo e propagarsi a tutta la struttura, a causa della monoliticità della stessa (caratteristica precipua delle saldature per fusione).
Volendo attuare una prima distinzione, si possono avere cricche:
in zona fusa:
cricche a caldo;
cricche a freddo o da idrogeno;
in zona termicamente alterata:
cricche a caldo;
cricche a freddo;
strappi lamellari.
4.2.1 Zona fusa (Z.F.)
Cricche a caldo in zona fusa
Durante la solidificazione della zona fusa, le impurezze presenti nell'acciaio, caratterizzate da temperature di solidificazione relativamente basse, si raccolgono verso il centro della zona fusa. Intorno ai 1400 °C l'acciaio è solidificato con formazione di dendriti, mentre le impurezze, in particolare i composti di zolfo e di fosforo, rimangono liquide intorno ai bordi dei grani, fino alla temperatura di circa 900 °C, a cui avviene la loro solidificazione.
Durante quest'intervallo di temperatura, il ritiro che si verifica nella zona fusa, impedito dai vincoli costituiti dalle parti circostanti del pezzo, stabilisce uno stato di tensione a componenti positive che tendono a distaccare i grani tra loro (fig. 20).
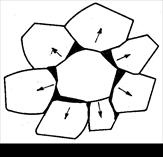 Fig. 20 Formazione di cricche a caldo
Fig. 20 Formazione di cricche a caldo
Questa azione è contrastata dalla coesione ma, ove è presente il velo di impurezze allo stato liquido, la coesione viene a mancare e si formano distacchi di cristalli che si estendono col proseguire del raffreddamento.
Questi difetti prendono il nome di cricche a caldo in quanto si manifestano quando il cordone è ancora ad alta temperatura.
 Per quanto detto, le cricche a caldo sono sempre interdendritiche; il loro andamento può essere sia longitudinale sia trasversale (fig. 21).
Per quanto detto, le cricche a caldo sono sempre interdendritiche; il loro andamento può essere sia longitudinale sia trasversale (fig. 21).
Fig. 21 Esempi di cricche a caldo in Z.F.
Durante il raffreddamento, il numero e l’estensione dei collegamenti intergranulari aumenta, con conseguente diminuzione della sollecitazione media e minor rischio di criccabilità. Pertanto la permanenza per tempi brevi nell’intervallo critico di temperatura limita i rischi di criccabilità a caldo. Risulta dunque importante che la composizione chimica della zona fusa sia tale da presentare un DT di solidificazione limitato e che esso venga attraversato rapidamente.
Visto che la formazione delle cricche a caldo è provocata dalle impurezze, in particolare dallo zolfo e dal fosforo, occorre adottare procedimenti di saldatura che ne limitino la presenza nel bagno di fusione. Nella saldatura manuale ad arco è raccomandato l'uso di elettrodi a rivestimento basico che, contenendo carbonati di calcio e magnesio, hanno la proprietà di eliminare lo zolfo e il fosforo del bagno di fusione, raccogliendoli nella scoria.
Se il metallo base ha elevati contenuti di impurezze, oppure elementi appositamente aggiunti, quali il rame, che formano composti a basso punto di fusione, si deve operare con limitati rapporti di diluizione.
Inoltre, è importante notare che, tanto più grossi sono i grani, a parità di altre condizioni, tanto minore sarà il numero e l’estensione dei collegamenti intergranulari, e quindi tanto maggiore sarà la suscettibilità alle cricche a caldo.
Tra le cricche a caldo in zona fusa, si distinguono le cricche di cratere. Sono situate nel cratere terminale di una passata di saldatura e sono dovute alla concentrazione progressiva delle impurezze, nella parte del bagno che solidifica per ultima, ed alle condizioni di autovincolo, in tal caso sempre molto severe.
In conclusione si può affermare che le cricche a caldo in zona fusa sono dovute alla presenza contemporanea di vari fattori:
- elevate tensioni di ritiro;
- ampi DT di solidificazione;
- fragilità a caldo del materiale;
- elevate dimensioni del grano in zona fusa;
- impurezze.
I fattori operativi che favoriscono la formazione di cricche a caldo sono:
- elevato apporto termico specifico (H.I.), in quanto determina ingrossamento del grano. Per limitare l’apporto termico bisogna agire solo sui parametri elettrici (tensione, corrente) e non sulla velocità di saldatura perché si verrebbe a creare un cordone irregolare;
- forma del cordone, definita attraverso il fattore di forma
 <1 (cordone profondo e stretto) si ha maggiore rischio di cricche a caldo;
<1 (cordone profondo e stretto) si ha maggiore rischio di cricche a caldo; - eccessiva distanza dei lembi che può causare un aumento delle tensioni di ritiro trasversali nelle prime passate;
- elevata condizione di vincolo del giunto;
- composizione chimica del giunto che influenza il DT di solidificazione.
Cricche a freddo in zona fusa
Quando, nella saldatura degli acciai, la composizione della Z.F. e il ciclo termico di saldatura sono tali da dare luogo a strutture di tempra, l’idrogeno presente in zona fusa induce la formazione di cricche a freddo.
L'idrogeno che entra in soluzione nell’acciaio fuso può provenire da diverse fonti: umidità dei rivestimenti o dei flussi, reazione della fiamma ossiacetilenica, rivestimento cellulosico, ruggine sui lembi da saldare, umidità atmosferica.
Quando l’acciaio solidifica, la solubilità dell’idrogeno, che forma soluzioni solide interstiziali, diminuisce drasticamente e diminuisce ulteriormente nel passaggio dalla fase c.f.c. (Fe-g) a quella c.c.c. (Fe-a, Fe-b ) aumentando nel contempo la sua diffusività. Pertanto, durante il raffreddamento, l'idrogeno presente inizialmente nel bagno di fusione tende a diffondere nelle zone circostanti. Negli acciai a basso contenuto di carbonio, l’idrogeno viene eliminato, senza che causi danni, in un tempo di circa due mesi a temperatura ambiente e di circa un'ora a 600°C.
Quando l’acciaio ha elevato contenuto di carbonio, si verifica una differenza di struttura tra zona fusa e zona circostante a causa dello spostamento a destra delle curve ad S del materiale dovuto alla presenza di carbonio; la zona fusa subisce più presto la trasformazione ferritica, rispetto alla Z.T.A., per cui l'idrogeno tende a migrare e si concentra in quest'ultima che è ancora in fase austenitica.
Se le condizioni di raffreddamento portano alla formazione di martensite, si ha la probabile comparsa di cricche a freddo.
La formazione di strutture di tempra è favorita da più alti contenuti di carbonio e dalla presenza di alcuni elementi di lega quali il cromo e il molibdeno.
Si tiene conto dell’influenza di questi elementi di lega attraverso la formula del carbonio equivalente (non valida per acciai micro e bassolegati):
 (con valori espressi in peso percentuale).
(con valori espressi in peso percentuale).
Per valori di Ceq > 0,42% si ha alta suscettibilità alla tempra.
Acciai con oltre lo 0,30% di carbonio equivalente assumono tempra con i cicli termici che conseguono a normali processi di saldatura, perciò sono detti tempranti.
In presenza di idrogeno la trasformazione martensitica è ancora più pericolosa, in quanto la struttura soprasatura per il carbonio non può contenere anche l'idrogeno.
Il forte stato di tensione che si origina per la distorsione dei reticoli dà luogo allora a cedimenti fragili che si manifestano come cricche.
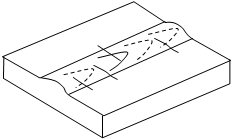
Fig. 22 Cricche a freddo trasversali
Nella Z.F. le tensioni predominanti sono quelle longitudinali di autovincolo, e pertanto le cricche che si formano sono trasversali e possono raggiungere il bordo della Z.T.A. (fig. 22).
Le cricche a freddo in Z.F., essendo trasversali, non sono mai molto estese, ma possono essere numerose. Se, alla temperatura di esercizio, le condizioni di tenacità del materiale sono critiche (in genere, un materiale temprabile o temprato è in queste condizioni), sotto l’effetto delle tensioni di ritiro queste cricche trasversali possono innescare rotture fragili anche con basse tensioni di servizio.
Possiamo riassumere le cause principali che possono determinarne la formazione di cricche a freddo:
- struttura di tempra;
- idrogeno in saldatura;
- tensioni di ritiro (predominanti quelle longitudinali di autovincolo).
4.2.2 Zona termicamente alterata
Cricche a caldo in Z.T.A.
Sono dovute alla fusione (liquazione) di composti basso-fondenti (a base di zolfo e fosforo), che si trovano al contorno dei grani cristallini, nella Z.T.A. del giunto, ed all’azione delle tensioni di ritiro che tendono a distaccare i grani.
Unica precauzione possibile è quella di saldare con basso H.I.
Cricche a freddo in Z.T.A.
 Anche questo tipo di difetti, come le cricche a freddo in Z.F., è dovuto alla presenza concomitante in Z.T.A. di fasi martensitiche e di idrogeno e a tensioni di ritiro di entità non trascurabile.
Anche questo tipo di difetti, come le cricche a freddo in Z.F., è dovuto alla presenza concomitante in Z.T.A. di fasi martensitiche e di idrogeno e a tensioni di ritiro di entità non trascurabile.
Fig. 23 Cricche a freddo in zona termicamente alterata (Z.T.A.)
Le cricche a freddo in Z.T.A. si formano in vicinanza del cordone (fig. 23) e perciò si chiamano anche cricche sotto il cordone, o al margine dei cordoni d’angolo estendendosi sotto il cordone stesso, e queste sono dette cricche marginali.
Se il tenore di idrogeno presente all’atto della trasformazione è elevato, la formazione delle cricche è immediata, appena raggiunta al raffreddamento una temperatura sufficientemente bassa (T < 150 °C).
Se invece il tenore di idrogeno presente all’atto della trasformazione non è elevato, la formazione di cricche non è immediata, in quanto è richiesto l’addensamento degli ioni H+ in corrispondenza delle zone a maggiore concentrazione di tensioni. Poiché la migrazione degli ioni richiede un certo tempo, può accadere che la formazione delle cricche avvenga con un certo ritardo (fino a 48 ore) rispetto al termine della saldatura: per questo motivo queste cricche a freddo sono dette cricche ritardate (delayed cracking).
Per evitare o ridurre il pericolo della formazione di criche a freddo, è necessario eliminare o ridurre almeno uno di questi tre fattori:
- tensioni di ritiro;
- presenza dell’idrogeno;
- formazione di strutture di tempra.
Le tensioni di ritiro non possono essere eliminate, ma possono essere ridotte con l’adozione di opportune sequenze di saldatura o montaggio.
La presenza di H2 può essere limitata utilizzando procedimenti a basso idrogeno ed adottando opportuni accorgimenti per l’immagazzinamento, la conservazione e l’utilizzo dei materiali di consumo (elettrodi, flussi). La diffusione dell’idrogeno verso l’esterno può essere favorita mediante adozione di una temperatura minima di interpass (100 – 150 °C) che non permetta il raffreddamento di una passata al di sotto di tale temperatura, prima della passata successiva; oppure si può prevedere un certo periodo di post-riscaldo ad una determinata temperatura (100 - 150 °C per 1 ora) al termine della sequenza di saldatura, al fine di favorire l’evoluzione dell’idrogeno verso l’atmosfera.
La formazione di strutture di tempra può essere evitata scegliendo il procedimento (considerando l’ H.I. e il ciclo termico conseguente) e il tipo di acciaio più opportuno.
Qualora, come spesso avviene, ciò non è possibile, e le condizioni di regolazione intrinseche al procedimento di saldatura non permettono di evitare la formazione di strutture di tempra, si può ricorrere ad un adeguato preriscaldo, che rende meno severo il ciclo termico.
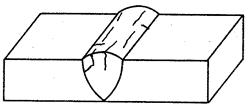
Strappi lamellari
Gli strappi lamellari sono cricche, con caratteristico andamento a gradini (fig. 24), che si verificano nel materiale base quando quest’ultimo è sollecitato perpendicolarmente al piano di laminazione, direzione secondo la quale la resistenza del materiale risulta inferiore rispetto a quella nella direzione di laminazione.
Cause di questo fenomeno sono:
- tensioni di ritiro;
- geometria del giunto tale da sollecitare in direzione sfavorevole il materiale;
materiale base laminato di medio-alto spessore, e alto tenore inclusionale.

Fig. 24 Strappi lamellari
I rimedi per evitare questo tipo di difetti possono essere:
- utilizzare lamiere che presentano elevate caratteristiche meccaniche anche se sollecitate secondo il loro spessore;
- riprogettare il giunto in modo da limitare le tensioni residue nella direzione dello spessore del pezzo.
4.3 Difetti operativi in saldatura
Questi sono difetti imputabili ad errori di preparazione o di esecuzione del giunto saldato.
I difetti che si possono generare durante il processo di saldatura sono, oltre alle già citate cricche:
- mancanze di penetrazione o di fusione;
- incollature;
- inclusioni solide e gassose;
- eccesso di sovrammetallo;
- spruzzi e sputi;
- colpi d’arco.
Le mancanze di penetrazione o di fusione sono discontinuità tra i due lembi del cianfrino (mancanza di penetrazione) o tra un lembo e la zona fusa (mancanza di fusione) provocate dalla mancata fusione di entrambi o di uno solo dei lembi.
La causa deve essere ricercata nella non corretta preparazione dei lembi (angolo di apertura del cianfrino troppo piccolo, spalla eccessiva, distanza tra i lembi insufficiente, slivellamento) o nella scarsa abilità del saldatore.
Nel caso che i giunti si possano riprendere al rovescio, la mancanza di penetrazione può essere eliminata mediante una accurata solcatura al rovescio prima dell’esecuzione della ripresa.
Le incollature sono simili alle mancanze di fusione, ma sono dovute alla presenza di ossido tra lembo e zona fusa.
Le inclusioni sono difetti situati in zona fusa, dovuti alla presenza di sostanze diverse dal metallo del cordone di saldatura, inglobate nel cordone stesso.
Le inclusioni possono essere solide o gassose.
Le inclusioni solide possono essere rappresentate da scoria o da pezzi di elettrodo non fuso (tipicamente pezzi dell’elettrodo infusibile di tungsteno usato nel processo TIG).
Le inclusioni di scoria sono dovute all’asportazione poco accurata della scoria che riveste il cordone dopo ogni passata.
Le inclusioni di tungsteno sono un difetto tipico del procedimento TIG, e sono imputabili ad un maneggio della torcia non corretto, ad insufficiente protezione gassosa dell’elettrodo stesso, a qualità non adeguata dell’elettrodo, a densità di corrente troppo alta.
Le inclusioni gassose sono causate da sporcizia presente sui lembi da unire, da umidità nel rivestimento degli elettrodi o nei flussi o nei gas di protezione, dall’utilizzo di procedimenti ad alta velocità di deposito e, infine, da un non corretto maneggio della pinza o della torcia (lunghezza d’arco eccessiva o protezione gassosa scarsa).
Le inclusioni gassose di forma tondeggiante sono dette porosità o soffiature, a seconda che la loro dimensione sia rispettivamente inferiore o superiore a 1 mm.
Le inclusioni gassose di forma allungata vengono dette tarli e sono da considerarsi più pericolose delle porosità o delle soffiature.
L’eccesso di sovrammetallo è dovuto ad eccessivo deposito di materiale di apporto.
Si creano, ai margini del sovrammetallo, concentrazioni di tensioni (per effetto di intaglio) che, sotto certe condizioni di servizio come fatica, urti, bassa temperatura, possono ridurre la capacità di resistenza del giunto.
Difetto analogo, riscontrabile nei cordoni d’angolo, è l’eccesso di convessità del cordone, dovuto ad errata movimentazione dell’elettrodo.
Gli spruzzi e sputi sono depositi di materiale d’apporto più o meno grandi e dispersi, frequentemente incollati sulla superficie del metallo base vicino al cordone. Sono particolarmente pericolosi nel caso di giunti che lavorano in ambiente corrosivo, in quanto risultano un facile innesco per l’attacco; inoltre, per acciai ad alta resistenza, si possono avere, in corrispondenza di essi, pericolosi fenomeni di tempra locale accompagnati da cricche.
I colpi d’arco consistono nella fusione localizzata del materiale base, generalmente senza deposito di materiale d’apporto.
Essi sono tipici dei procedimenti manuali e sono provocati dalla scarsa cura del saldatore, che innesca l’arco sul materiale base e non, come di regola, su un lembo del cianfrino o su di un pezzotto ausiliario. Tali fusioni localizzate possono essere particolarmente pericolose su materiali base tempranti, specialmente se sono accompagnate da piccole cricche.
4.4 Deformazioni e tensioni residue
La formazione di zone fuse e il riscaldamento localizzato che si verifica nelle saldature per fusione ha come conseguenza che, durante il raffreddamento, si verificano fenomeni di ritiro, con deformazioni del pezzo e tensioni residue. In particolare, il cordone di saldatura tende ad accorciarsi e a restringersi di sezione, trascinando con sé le parti circostanti.
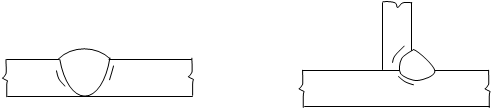
In figura 25 si mostra la deformazione angolare che subiscono due piastre saldate di testa.
La rotazione si ha verso l'alto, in quanto il cordone ha spessore crescente dal basso verso l'alto e quindi anche l'azione del ritiro è maggiore sul lembo superiore. Analogo fenomeno si verifica nei giunti di angolo (fig. 26) con saldatura effettuata da un solo lato.
Per ovviare agli effetti delle deformazioni, si può assegnare ai pezzi una preangolatura in senso opposto a quella provocata dal ritiro, oppure si impongono opportuni vincoli ai pezzi.
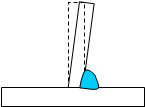
Fig. 25 Deformazione in giunto di testa Fig. 26 Deformazione in giunto angolare
Le saldature effettuate su giunti simmetrici, come si ottiene nel caso di preparazioni di cianfrini a X, a doppia U, a K o a doppia J riducono per compensazione gli effetti del ritiro.
Oltre alle deformazioni angolari, il ritiro provoca deformazioni trasversali e longitudinali rispetto all'asse del giunto. In generale si può dire che l'entità del ritiro è tanto maggiore quanto più grande è il cordone di saldatura e le deformazioni che si producono sono tanto maggiori quanto minori sono gli spessori dei pezzi. Infatti il ritiro viene contrastato dall'azione del materiale circostante al giunto che esercita effetto di vincolo. Si instaurano di conseguenza nel pezzo stati di tensione, detti tensioni residue, che possono raggiungere anche valori elevati.
Si consideri ad esempio una striscia elementare di materiale, appartenente al metallo base, posta perpendicolarmente all’asse del giunto (fìg. 27).
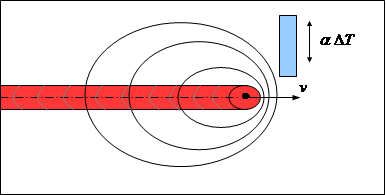
Fig. 27 Riscaldamento di una striscia di metallo base
Al passaggio della sorgente termica essa subisce un riscaldamento e successivamente un raffreddamento secondo le modalità viste a proposito dei cicli termici. Durante il riscaldamento, la dilatazione termica è impedita parzialmente dalle zone circostanti più fredde.
Si generano quindi in ogni punto del materiale stati di deformazione e di tensione normali all’asse del giunto tali da compensare le dilatazioni termiche:
e + a DT = 0 (5)
ove e è la dilatazione lineare, a è il coefficiente di dilatazione termica e DT è l’aumento di temperatura subìto.
Nel successivo raffreddamento, il comportamento varierà a seconda che si sia raggiunto o meno il limite di snervamento.
Se la deformazione è stata contenuta nel solo campo elastico (punto P di figura 28), non si
avranno tensioni residue, in quanto la tensione si annulla con la deformazione.
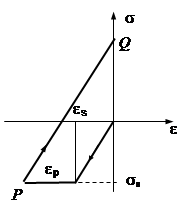
Fig. 28 Deformazione solo elastica Fig. 29 Deformazione elasto-plastica
Se invece la deformazione è stata anche plastica (e ciò succede facilmente in quanto la tensione limite di snervamento si abbassa notevolmente alle temperature raggiunte) col raffreddamento si ingenera uno stato di tensione positivo che permane nel pezzo.
Con riferimento alla figura 29, sia P il punto rappresentativo della deformazione elasto-plastica subita dall’elemento della barretta. Dovrà essere:
es + ep + a DT = 0. (6)
ove es rappresenta la deformazione limite di snervamento a compressione, relativa alla temperatura del materiale in quel punto ed ep la componente plastica, che quindi vale:
ep = -(es + a DT). (7)
Quando DT si annulla, la componente es viene recuperata, mentre rimane quella plastica. Nell'ipotesi che i vincoli siano rigidi, la deformazione finale deve però essere nulla, per cui insorge una tensione positiva, tale da imporre una dilatazione contraria a ep:
 (8)
(8)
come indicato dal punto Q.
Dal momento che il materiale è ormai freddo, la tensione di snervamento è tornata ai valori normali e la nuova dilatazione avviene in campo elastico.
Il valore della tensione residua vale quindi:
 (9)
(9)
All'aumentare della temperatura subìta il valore della tensione residua diventa più alto, in quanto si verificano valori maggiori in modulo di ep.
La tensione residua descritta è quella trasversale al giunto.
Il ritiro longitudinale che subisce il cordone tende a tirare i pezzi saldati, come schematizzato nella figura 30 che si riferisce ad un giunto di testa.
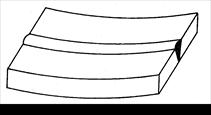 Fig. 30 Deformazione dovuta alle tensioni residue longitudinali
Fig. 30 Deformazione dovuta alle tensioni residue longitudinali
Le tensioni residue longitudinali che si generano nel pezzo sono di trazione nel cordone e nelle zone adiacenti, fortemente scaldate, mentre sono di compressione nelle fasce più distanti dal giunto. Il loro andamento, illustrato in figura 31, risulta uguale per ogni sezione trasversale. A causa del diverso orientamento rispetto alla distribuzione delle temperature, le tensioni longitudinali sono di norma più elevate di quelle trasversali.
L'eliminazione delle tensioni residue, o almeno la loro attenuazione, si può conseguire sottoponendo i pezzi saldati a trattamenti termici di distensione. Si prescrivono in generale temperature comprese nell'intervallo di 600 – 650 °C avendo cura che i gradienti termici siano i più bassi possibili. Il principio su cui è basato il trattamento termico di distensione è l'abbassamento della tensione limite di snervamento che, alle temperature indicate, risulta intorno al 10% del valore a freddo. Ne consegue che le tensioni si rilassano per deformazione plastica fino al valore corrispondente alla tensione limite di snervamento a caldo.
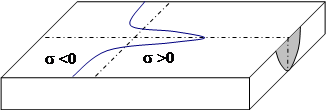
Fig. 31 Distribuzione delle tensioni residue longitudinali.
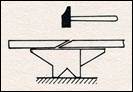
5. SALDATURE A RESISTENZA
- I procedimenti di saldature a resistenza sono stati introdotti all'inizio del secolo e si sono successivamente affermati per la loro semplicità e rapidità esecutiva. Oggi sono destinati quasi esclusivamente all'unione di lamiere o di piccoli pezzi, effettuando giunti rispettivamente a sovrapposizione o di testa.
- La sorgente termica che li caratterizza è costituita dal calore che si sviluppa per il passaggio, attraverso i pezzi da unire, di una corrente elettrica di elevata intensità, applicata mediante due elettrodi. La saldature si produce tra le superfici affacciate, in corrispondenza degli elettrodi, sotto gli effetti concomitanti del calore e della pressione esercitata dagli elettrodi stessi
- 5.1 Procedimento
- La figura 32 mostra lo schema di principio del procedimento: due elettrodi contrapposti, di rame o sue leghe, comprimono le lamiere su aree ristrette, in modo da stabilire pressioni e densità di corrente elevate.
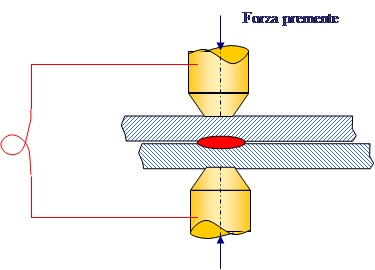
- Fig. 32 Schema della saldatura a resistenza
- Per la concentrazione del calore che si verifica al passaggio della corrente, si forma una goccia di metallo fuso, circondata dal metallo solido circostante, che una volta solidificata forma il punto di saldatura La pressione che viene applicata prima, durante e dopo il passaggio della corrente deve:
- stabilire decisi contatti localizzati tra le superfici in modo da evitare archi o scintille;
- stabilire i corretti valori delle resistenze durante il passaggio della corrente;
- effettuare un'azione di forgiatura nel giunto già formato.
La saldatura avviene senza metallo d'apporto e senza necessità di flussi protettivi, può essere applicata a lamiere di piccolo spessore (inferiore al millimetro) ed è di facile esecuzione. I principali procedimenti di saldatura a resistenza sono quelli a punti, a rulli e a rilievi.
5.2 La sorgente termica
La quantità di calore che viene sviluppata in un conduttore di resistenza R percorso da una corrente I per un tempo t è data dalla legge di Joule:
 (10)
(10)
Nei procedimenti di saldatura in studio, la resistenza del circuito é molto bassa a causa della brevitá del percorso e della buona conducibilità dei metalli, di conseguenza per sviluppare in tempi adeguati la quantità di calore necessaria alla fusione della goccia, le intensità dì corrente debbono essere piuttosto elevate (da 1 a 100 kA).
A parità di calore, l'intensità di corrente può essere scelta, entro certi limiti, in funzione del tempo. Va tuttavia tenuto presente che correnti troppo elevate e tempi troppo brevi provocano riscaldamenti anomali dei pezzi con formazione distribuzioni non uniformi delle temperature, fusioni eccessive e rapido deterioramento degli elettrodi.
D'altra parte, se le correnti sono deboli e i tempi eccessivamente lunghi, il processo non è sufficientemente adiabatico e diventa difficile raggiungere le temperature richieste. Infatti non tutto il calore prodotto per l'effetto Joule è utilizzato per la formazione del giunto, ma una frazione notevole viene dissipata per conduzione nel metallo base e negli elettrodi che sono generalmente raffreddati per circolazione di acqua.
La dissipazione è tanto più elevata quanto maggiore è il tempo di applicazione della corrente per cui a parità di Q, la legge di proporzionalità inversa tra il valore quadratico medio della corrente e t, come risulta dalla (10) per una resistenza costante deve essere opportunamente corretta.
In una macchina per saldare a resistenza il generatore è costituito essenzialmente da un trasformatore il cui avvolgimento secondario forma con gli elettrodi e i pezzi da saldare un unico circuito, con resistenze che variano da punto a punto.
L'intensità di corrente, determinata dalla resistenza totale, è costante lungo il circuito, quindi il calore sviluppato in ogni punto è proporzionale alla resistenza elettrica locale.
Trattandosi comunque di un procedimento veloce, anche la distribuzione delle temperature segue quella delle resistenze.
In figura 33 si riporta l'andamento tipico delle temperature negli elettrodi e nei pezzi durante la saldatura. Si individuano tre picchi in corrispondenza delle zone di contatto, di cui quello più elevato si verifica nell'interfaccia tra i pezzi, ove la resistenza elettrica di contatto raggiunge il valore più alto.
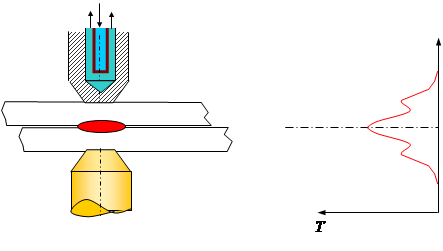
Fig. 33 Distribuzione delle temperature
Gli altri due picchi si hanno nelle interfacce con gli elettrodi, ove la resistenza è ancora alta, ma inferiore a quella tra i pezzi, per la più alta conducibilità degli elettrodi e la migliore condizione di contatto che si verifica grazie alla minore durezza degli stessi. Inoltre in questi punti la temperatura può essere più bassa se viene effettuato il raffreddamento degli elettrodi, le resistenze di contatto sono influenzate dalla forza di compressione, risultando all'incirca inversamente proporzionale ad essa. Anche la rugosità e lo stato delle superfici giocano un ruolo importante. Infine hanno influenza il materiale di cui sono costituiti gli elettrodi e la dimensione della loro sezione di estremità.
Ai fini della generazione e dissipazione del calore, i materiali degli elettrodi debbono essere ottimi conduttori elettrici e termici. Tuttavia questa esigenza contrasta con l'opportunità di avere buona resistenza meccanica e durezza superficiale per limitare fenomeni di ricalcamento e usura. Allo scopo si usa rame elettrolitico o leghe di rame al cromo o al cadmio o al berillio, che contemperano le diverse esigenze. Il raffreddamento per circolazione interna di acqua migliora la durata degli elettrodi e ne abbassa la resistenza elettrica.
In quanto alla sezione di contatto, questa determina la grandezza della goccia di saldatura. Di norma spessori dei pezzi più grandi richiedono sezioni di elettrodi maggiori.
A parità di forza applicata la resistenza di contatto è praticamente indipendente dalla sezione di contatto.
5.3 Ciclo di saldatura
La riuscita di una saldatura a resistenza richiede che l’applicazione della forza e quella della corrente seguano un opportuno ciclo, schematizzato nella sua concezione di base in figura 34. Durante una prima fase si ha l'accostamento degli elettrodi e la applicazione della forza di compressione.
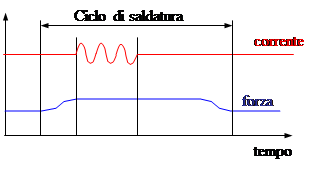
Fig. 34 Ciclo di saldatura a resistanza
Poi si ha la fase di saldatura vera e propria con l'applicazione della corrente. La densità della corrente j e la sua durata t, valutata in numero di periodi della tensione, debbono essere determinate in funzione degli spessori da saldare. Formule di tipo empirico, proposte per gli acciai dolci sono:
j = (180 + 500 e-s ) A/mm2
(11)
t = 10×s periodi
ove s è lo spessore della lamiera in millimetri.
I valori delle densità di corrente debbono aumentare al crescere della conducibilità elettrica e termica dei metalli da saldare.
E' così impossibile effettuare saldature a resistenza tra pezzi di rame poiché la loro resistenza di contatto tende ad essere confrontabile con la resistenza totale del circuito.
Terminato il passaggio della corrente, la forza viene mantenuta ancora per un tempo sufficiente a consentire il consolidamento e raffreddamento del giunto.
Spesso il ciclo viene modificato per migliorare le caratteristiche, meccaniche della saldatura aggiungendo fasi di precompressione e di preriscaldo e fasi di tempra e rinvenimento.
L'entità della pressione, oltre ad influenzare i valori delle resistenze di contatto, determina la forma della goccia e quindi del punto di saldatura.
Se la pressione è troppo alta, inoltre, può verificarsi la penetrazione parziale degli elettrodi nei pezzi, se è troppo bassa non riesce a contrastare la pressione che si genera nella goccia fusa che cosi può spandersi tra le superfici affacciate.
5.4 Saldatura a punti
Questo tipo di saldatura, che è il più diffuso tra i procedimenti a resistenza, è largamente usato per l'unione di lamiere di acciaio aventi spessori fino a tre millimetri circa.
Il suo impiego consente di sostituire collegamenti meccanici puntuali, quali rivetti o viti, quando non sia richiesta la smontabilità dell'assemblaggio. Ciò rende il procedimento valido per realizzare scocche di autoveicoli, armadi metallici, e altri prodotti simili.
I maggiori vantaggi della saldatura a punti consistono in:
1) una grande economicità del procedimento;
2) una buona adattabilità a processi automatici o semiautomatici, poiché la sua velocità di esecuzione è maggiore di quella della saldatura ad arco o della brasatura e richiede minore cura nell'esecuzione.
Per contro esistono le seguenti limitazioni:
1) grande difficoltà di disassemblaggio dei pezzi saldati, in confronto alle unioni a freddo;
2) maggiore costo delle apparecchiatura, rispetto a quelle per la saldatura ad arco;
3) bassa resistenza a trazione ed a fatica a causa dell'effetto d'intaglio presente ai bordi della saldatura, tra le due lamiere;
4) limitato sfruttamento della resistenza meccanica delle lamiere, poiché i punti non interessano tutta la lunghezza del giunto, ma solo un numero discreto di piccole porzioni; inoltre le forze applicate risultano eccentriche a causa della sovrapposizione delle lamiere.
5) assenza di ermeticità del giunto.
5.5 Saldatura a rulli
Questo tipo di saldatura deriva da quella a punti, ma consente di avere una unione continua e si rende principalmente utile per lamiere di serbatoi. Generalmente gli elettrodi sono costituiti da due rulli contrapposti che ruotano (fig. 35), mentre le lamiere vengono fatte avanzare.
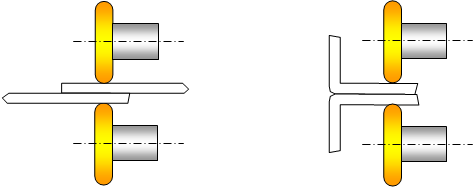
Fig. 35 Schema di saldatura a rulli
Per saldature longitudinali di tubi, gli elettrodi possono essere costituiti da un mandrino fisso e da un rullo rotante. I rulli possono essere sagomati circonferenzialmente in vari modi secondo le esigenze del giunto. I diametri e gli spessori sono largamente variabili.
Il procedimento a rulli presenta pressappoco gli stessi vantaggi ed inconvenienti della saldatura a punti. Un vantaggio aggiuntivo è quello di poter produrre un cordone continuo e pertanto distribuire meglio le tensioni. Ciò migliora la resistenza a trazione del giunto.
Applicando la corrente con intermittenza si possono avere saldature a punti agli intervalli desidera ti.
Nella saldatura continua la velocità di traslazione degli elettrodi determina il tempo di compressione e di riscaldamento.
5.6 Saldatura a rilievi
Questo procedimento è usato oltre che per saldare lamiere, anche per unire un elemento stampato, forgiato, o lavorato alle macchine utensili, con un altro pezzo.
Sulla superficie di uno dei pezzi vengono ricavati uno o più risalti che in fase di saldatura determinano la posizione e la dimensione dei punti.
Al passaggio della corrente, la zona in rilievo ove il contatto è molto concentrato, si scalda e si plasticizza rapidamente, per cui sotto l'azione della forza si spiana, mentre si forma la goccia di saldatura.
Questo sistema consente di realizzare l'unione simultanea in più punti delle parti da unire. Esso viene impiegato generalmente per spessori variabili tra 0,5 e 3 mm circa e per unire piccoli pezzi tra loro o ad elementi di maggior dimensione. La convenienza economica di questo procedimento deve essere valutata caso per caso, tenendo presente che i suoi principali vantaggi sono i seguenti:
1) la possibilità di realizzare contemporaneamente vari punti di saldatura con un'unica operazione; il numero di questi punti dipende dalla possibilità di applicare su ognuno di essi la giusta forza e di disporre della sufficiente potenza elettrica;
2) il rapporto tra gli spessori delle parti da unire può variare tra 1/6 ed 1, grazie alla flessibilità delle dimensioni e del posizionamento dei rilievi;
3) la saldatura può essere posizionata con maggiore accuratezza e i punti possono essere più piccoli, grazie all'uniformità della distribuzione ed alla costanza della loro forma e dimensione;
4) i segni sulle superfici che restano in vista possono essere minimizzati ricavando i rilievi sull'altra parte da unire;
5) gli elettrodi sono di dimensioni maggiori rispetto a quelli della saldatura a punti e pertanto essi sono soggetti ad una minore usura;
- hanno meno influenza le inclusioni di materiali grassi e sporcizia sulle parti da unire, poiché il rilievo, per sua forma, tende a restarne esente.
Le più importanti limitazioni della saldatura per rilievi sono invece le seguenti:
1) la formazione dei rilievi richiede una operazione aggiuntiva sui pezzi da unire;
2) con molti punti di saldatura simultanei è necessario un attento controllo della altezza dei rilievi, del posizionamento e della forza degli elettrodi, al fine di avere un'intensità di corrente costante nei vari punti;
3) lo spessore delle lamiere metalliche da unire è limitato a valori che consentano la formazione dei rilievi e per i quali possano essere impiegate apparecchiatura convenienti.
6. BRASATURE
I procedimenti di brasatura si differenziano da quelli di saldatura propriamente detta, in quanto l'unione si realizza mediante infiltrazione capillare di un metallo d’apporto fuso nel metallo base, senza che quest'ultimo raggiunga la temperatura di fusione.
Le brasature richiedono quindi sempre la presenza di un metallo d’apporto (lega brasante) che deve essere di natura diversa da quella del metallo base: si tratta pertanto di saldature eterogenee, in cui il giunto presenta una netta variazione nella composizione chimica.
Per la riuscita della saldatura è necessario che la lega brasante abbia allo stato fuso una bassa tensione superficiale, in modo da bagnare le superfici del metallo base e distribuirsi nel giunto per attrazione capillare.
Il legame che si ottiene nella brasatura tra il metallo base e quello d'apporto va oltre la semplice adesione, perché si realizza un vero e proprio legame metallico, dovuto alla formazione di soluzioni solide. Infatti il metallo d'apporto allo stato fuso esercita un'azione di solvente sul metallo base che migra nel primo formando uno strato di composto intermetallico.
Le brasature si effettuano portando a fusione il metallo d'apporto o direttamente o mediante riscaldamento del pezzi da unire. E' sempre indispensabile un’accurata pulizia dei lembi e l'impiego di sostanze disossidanti.
Convenzionalmente si distinguono due tipi di brasatura: quelle dolci eseguite con metalli d'apporto aventi temperature di fusione inferiori a 450 °C e quelle forti che si avvolgono di metalli d'apporto con temperature di fusione superiori a 450 °C, ma comunque inferiori alla temperatura di fusione del metallo base.
Esiste poi un procedimento, detto saldo-brasatura, che differisce dal precedente in quanto il metallo d'apporto viene depositato in un cianfrino, simile a quello che si prepara per le saldature per fusione, con formazione di un cordone. Anche in questo caso il metallo d'apporto deve bagnare le superfici del metallo base, ma non si sfruttano le proprietà di diffusione capillare.
La saldobrasatura è stata sviluppata inizialmente per la riparazione di pezzi di ghisa, in quanto questo metallo non è facilmente saldabile per fusione a causa del pericolo di cricche e per la formazione di cementite fragile.
6.1 Brasature dolci
La resistenza meccanica che si consegue nei giunti ottenuti con brasature dolci è piuttosto limitata e quindi il loro impiego è riservato a unioni che non debbano vincere sollecitazioni meccaniche notevoli.
Un particolare e importante uso delle brasature dolci si ha in campo elettrico, per i collegamenti di fili e di componenti.
Le più comuni leghe impiegate come metallo d'apporto nelle brasature dolci sono quelle binarie di stagno e piombo, con temperature di fusione variabili a seconda della composizione. L'eutettico (Sn = 63% e Pb = 37%) fonde a 183 °C, mentre le altre composizioni hanno intervalli di fusione che sono compresi tra le linee del solidus e del liquidus del diagramma di stato. Le composizioni di uso più comuni sono quelle con stagno dal 30 al 40%. Mentre si usa la lega eutettica per le applicazioni in cui la temperatura non deve essere troppo alta, come in alcuni componenti elettronici.
Oltre alle leghe binarie di stagno-piombo, si usano leghe ternarie Sn-Pb-Sb e Sn-Pb-Ag che presentano migliori caratteristiche meccaniche. Esistono poi altri tipi di leghe che vengono scelte per soddisfare a particolari requisiti.
Come disossidanti si impiegano acidi o sali inorganici, acidi organici e resine.
Gli acidi di sali inorganici sono fortemente decappanti, ma hanno il difetto di lasciare residui corrosivi sul pezzo. Gli acidi organici sono meno attivi, ma hanno il vantaggio di diventare neutri dopo riscaldamento.
Le resine naturali hanno buone proprietà detergenti e contengono acido abietinico che diventa attivo alle temperature di brasatura.
Le brasature deboli si effettuano generalmente usando come utensile il saldatore elettrico per portare a fusione il metallo d'apporto.
Esistono però anche sistemi automatici, particolarmente utili nella saldatura dei componenti sui circuiti stampati.
Tra questi metodi citiamo la saldatura ad onda (fig. 36) e quella a cascata.
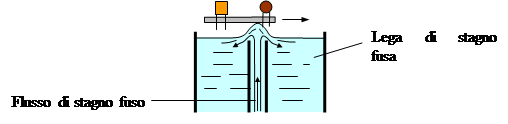
Fig. 36 Schema di saldatura ad onda
6.2 Brasature forti
I metalli d'apporto che si impiegano nelle brasature forti conferiscono al giunto resistenza meccanica piuttosto elevata. Richiedono sorgenti termiche più intense ed energiche azioni disossidanti.
Quasi tutti i metalli possono essere brasati, purché si adottino gli opportuni accorgimenti (forma del giunto, modalità di riscaldamento, metallo d’apporto, tipo di protezione).
I metalli d'apporto oltre alla compatibilità con il metallo base e alle caratteristiche di fluidità e di bagnabilità alla temperatura di brasatura , debbono possedere caratteristiche idonee alle condizioni di funzionamento del pezzo.
E' anche importante l'intervallo di fusione della lega brasante, cioè l'intervallo tra la temperatura del solidus e la temperatura del liquidus: quanto più alto è questo intervallo, tanto maggiore è il rischio di segregazione tra i componenti della lega.
Per cui se l'intervallo è piccolo, in pratica inferiore ai 30 °C, le modalità di riscaldamento non sono critiche e la lega può anche essere preinserita nel giunto sotto forma di fili, rondelle, pasta o polvere. Se l'intervallo è superiore ai 30 °C, occorre inserire la lega dopo che il metallo base ha raggiunto la temperatura di brasatura.
Le leghe brasanti più comuni sono quelle a base di:
alluminio-silicio
magnesio
rame-zinco e rame-fosforo
argento.
In particolare, le leghe Cu-Zn sono usate per brasare acciai e ghise; quelle Cu-P per unire rame e sue leghe, senza bisogno di usare disossidanti, in quanto questa azione è espletata dal fosforo.
Le leghe di argento (Ag-Cu-Zn-Cd) sono adatte per tutti i metalli ad esclusione dell'alluminio e del magnesio; presentano resistenza meccanica molto elevata e piccoli intervalli di fusione.
la protezione della brasatura forte mediante i disossidanti, deve essere molto efficace. Per ogni tipo di metallo base e lega brasante deve essere usato il disossidante più adatto, che avrà Particolari requisiti di fluidità alle temperature di brasatura.
I componenti dei disossidanti sono in generale cloruri, fluoruri, acido borico e agenti tensioattivi, miscelati in dosi appropriate.
A volte le brasature vengono effettuate in atmosfere controllate o sottovuoto. Il metodo di riscaldamento tipico delle brasature forti è il cannello ossiacetilenico, in alternativa si usano forni a riscaldamento ad induzione mediante applicazione di correnti ad alta frequenza. Ai fini della resistenza meccanica della brasatura, particolare cura deve essere dedicata alla progettazione del giunti ove il metallo d'apporto deve penetrare per capillarità, occorre prevedere giunti che siano molto piccoli ed uniformi; in molti casi è utile avere accoppiamenti con leggera interferenza.
In conclusione, si vuole fare un cenno al problema della terminologia che nella lingua italiana può presentare qualche confusione, per cui, ad esempio, le brasature dolci allo stagno vengono comunemente chiamate saldature e l'utensile relativo, saldatore, mentre le saldature ad arco a volte si chiamano brasature. Non così avviene nella lingua inglese, ove si usano tre termini distinti per indicare rispettivamente la saldatura (welding), la brasatura forte (brazing) e la brasatura dolce (soldering).
Fonte: http://www.dip.unige.it/Saldatura.doc
Autore: P. Lonardo
Generalità sulle saldature
La saldatura è la tecnica di giunzione con la quale si realizza la continuità del materiale metallico tra i due pezzi da unire. Il risultato dell’operazione è il cosiddetto giunto saldato, chiamato, più semplicemente, saldatura. La continuità tra il materiale metallico costituente i due pezzi da unire può essere ottenuta essenzialmente in due modi: portando a fusione i due lembi del giunto (fusion weldings) oppure per mutua diffusione fra i due materiali allo stato solido (solid state weldings). Le modalità di comportamento dei materiali nelle loro operazioni di saldatura vengono definite dalla loro saldabilità, che ne esprime l’attitudine ad essere saldati. Questa caratteristica è molto complessa, in quanto implica diversi aspetti del materiale. Possiamo distinguere la saldabilità operativa, che riguarda la possibilità puramente pratica di realizzare la saldatura tra due pezzi; la saldabilità locale, che si riferisce all’entità delle modificazioni a livello microstrutturale provocate nel materiale dalla saldatura e la saldabilità globale, che valuta se le proprietà meccaniche del giunto sono adeguate o meno al tipo di struttura di cui la saldatura deve entrare a far parte.
Le saldature possono avvenire sia utilizzando i soli materiali da unire, sia apportando un terzo materiale che ha la funzione di legante. Quest’ultimo materiale si dice materiale d’apporto; quando parte dei due lembi fonde con esso, la saldatura si dice autogena.
L’esecuzione di una saldatura autogena per fusione comporta l’impiego di una sorgente termica potente e concentrata che porta a fusione l’eventuale materiale d’apporto e una parte del materiale dei lembi da unire (materiale base). Il calore che viene fornito dalla sorgente termica si disperde nel materiale base, con una velocità che dipende dalle sue caratteristiche fisiche e dalla caratterizzazione geometrica del giunto da realizzare. In ogni punto della massa metallica adiacente alla saldatura si realizza quindi un ciclo termico di riscaldamento e di successivo raffreddamento, caratterizzato da una temperatura massima decrescente all’aumentare della distanza dall’asse del giunto.
Un parametro di estrema importanza è l’apporto termico specifico Q (kJ/mm)

Esso determina la quantità di calore che si apporta per unità di lunghezza del giunto, supponendo nulle le perdite nel trasferimento di calore. E’ legata all’intensità della corrente, al voltaggio e alla velocità di avanzamento. Nel processo di automazione è quindi possibile impostare la corrente (viene automaticamente determinato il voltaggio) e la velocità di avanzamento. I valori di Q vanno da un minimo di 0.5 ad un massimo di 6 o 7 kJ/mm.
La giunzione comporta una discontinuità del pezzo saldato che è strettamente legata alla quantità di calore apportata. Possiamo allora operare un’ulteriore distinzione nell’ambito delle tecniche di saldatura: i processi ad elevata densità di energia (tipo LBW) e ad elevato apporto energetico (saldature ad arco). Nel primo caso avremo una grande quantità di calore apportata in una zona molto limitata, quindi una zona termicamente deformata piccola; nel secondo invece, si apporta una grande quantità di calore ma più diffusa, che provoca il surriscaldamento di una zona più estesa dei due lembi: di conseguenza la zona termicamente deformata sarà più grande.
Altri parametri che influenzano i cicli termici all’interno dei pezzi da saldare sono lo spessore di questi ultimi e l’eventuale preriscaldo dei lembi (effettuato in alcuni casi proprio per prevenire le elevate velocità di raffreddamento). La severità del ciclo termico diminuisce all’aumentare dell’apporto termico specifico e della temperatura di preriscaldo, mentre aumenta con la densità di potenza della sorgente termica e con lo spessore dei pezzi.
Difetti di saldatura
Come si è detto, i giunti saldati hanno la particolare caratteristica di unire permanentemente due parti solide realizzando la continuità del materiale. Qualora detta continuità risulti imperfetta, ci si trova di fronte ad un difetto di saldatura, che andrà esaminato con cura al fine di stabilire la compatibilità con le condizioni di servizio della struttura. I difetti di saldatura sono quindi delle discontinuità; queste possono essere in linea di principio di due tipi:
- Disomogeneità metallurgiche tra la zona fusa e/o la zona termicamente alterata ed il materiale base inalterato, nocive alle caratteristiche meccaniche e ad altre caratteristiche del giunto;
- Disomogeneità metalliche, nocive essenzialmente alle caratteristiche meccaniche, ma in certi casi possono menomare anche altre caratteristiche del giunto.
I difetti del primo tipo possono essere individuati e valutati con prove meccaniche, di resistenza alla corrosione, esami al microscopio metallografico, ecc.; i difetti del secondo tipo vengono normalmente individuati e valutati con controlli non distruttivi (come l’esame radiografico o quello ultrasonoro).
 Formazione di cricca in zona termicamente
Formazione di cricca in zona termicamente
alterata
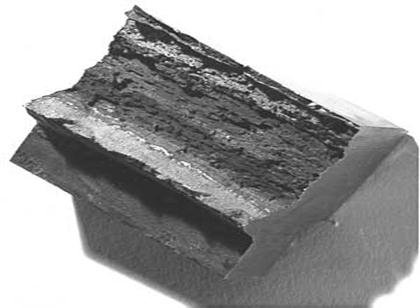 Le cricche sono i difetti più gravi e temibili di un giunto saldato. Possiamo definire una cricca come una discontinuità che si crea per strappo in un materiale metallico originariamente continuo. Viene indicato come un difetto bidimensionale poiché si sviluppa in profondità e larghezza. Se le cricche hanno dimensioni molto ridotte vengono spesso definite microcricche, sebbene tale termine a rigore sia più appropriato per cricche rilevabili esclusivamente attraverso esami effettuati al microscopio metallografico. La pericolosità della cricca sta ovviamente nel fatto che essa è una rottura in atto che può portare al cedimento del giunto. Esse possono essere situate nella zona fusa o in quella termicamente alterata. Le cricche in zona fusa possono essere distinte in cricche a caldo e cricche a freddo (o da idrogeno). Le cricche a caldo sono così denominate poiché si manifestano nel corso della solidificazione del giunto e possono manifestarsi nella saldatura di quasi tutti i materiali metallici, ferrosi e non ferrosi. Le più diffuse sono le cricche di cratere: esse sono situate nel cratere terminale di una passata di saldatura e sono dovute alla concentrazione progressiva delle impurezze nella parte del bagno che solidifica per ultima. Le cricche a freddo, invece, si formano durante il raffreddamento del cordone, quando la temperatura si avvicina o raggiunge quella ambiente. Le cause principali sono: un elevato tenore di idrogeno in zona fusa, un’elevata velocità di raffreddamento o l’elevata entità delle tensioni di ritiro. Le cricche nella zona termicamente alterata (HAZ: heat affected zone) possono essere interne (sotto il cordone) o affioranti a lato del cordone.
Le cricche sono i difetti più gravi e temibili di un giunto saldato. Possiamo definire una cricca come una discontinuità che si crea per strappo in un materiale metallico originariamente continuo. Viene indicato come un difetto bidimensionale poiché si sviluppa in profondità e larghezza. Se le cricche hanno dimensioni molto ridotte vengono spesso definite microcricche, sebbene tale termine a rigore sia più appropriato per cricche rilevabili esclusivamente attraverso esami effettuati al microscopio metallografico. La pericolosità della cricca sta ovviamente nel fatto che essa è una rottura in atto che può portare al cedimento del giunto. Esse possono essere situate nella zona fusa o in quella termicamente alterata. Le cricche in zona fusa possono essere distinte in cricche a caldo e cricche a freddo (o da idrogeno). Le cricche a caldo sono così denominate poiché si manifestano nel corso della solidificazione del giunto e possono manifestarsi nella saldatura di quasi tutti i materiali metallici, ferrosi e non ferrosi. Le più diffuse sono le cricche di cratere: esse sono situate nel cratere terminale di una passata di saldatura e sono dovute alla concentrazione progressiva delle impurezze nella parte del bagno che solidifica per ultima. Le cricche a freddo, invece, si formano durante il raffreddamento del cordone, quando la temperatura si avvicina o raggiunge quella ambiente. Le cause principali sono: un elevato tenore di idrogeno in zona fusa, un’elevata velocità di raffreddamento o l’elevata entità delle tensioni di ritiro. Le cricche nella zona termicamente alterata (HAZ: heat affected zone) possono essere interne (sotto il cordone) o affioranti a lato del cordone.
In base alla loro origine si possono suddividere a loro volta in: cricche a freddo, strappi lamellari e cricche a caldo. Per quanto riguarda la cricche a caldo e a freddo valgono le considerazioni fatte per le cricche nella zona fusa.
Gli strappi lamellari invece sono cricche che si possono verificare nel materiale base quando quest’ultimo è sollecitato perpendicolarmente al piano di laminazione. Esse sono sostanzialmente dovute a tensioni di ritiro più o meno intense, a geometrie sfavorevoli del giunto o allo spessore di laminazione medio-alto del materiale.
Un altro difetto importante è la mancanza di penetrazione e di fusione.
Mancanza di penetrazione a ridosso

Inclusioni nel cordone di saldatura
dei lembi
Questa discontinuità è provocata dalla mancata fusione di entrambi o di uno dei lembi. Possono trovarsi nella zona della prima passata (al vertice o al cuore della saldatura), oppure in corrispondenza di passate successive. Sono gravi difetti, generalmente inaccettabili. La loro causa principale è da ricercarsi nella cattiva preparazione dei lembi o, nel caso di saldatura non automatizzata, nella scarsa abilità del saldatore.
Quando tra lembo e zona fusa è interposto uno strato di ossido, invece, si parla di incollature. Un giunto che presenta questo difetto ha povere caratteristiche meccaniche.
Si parla invece di inclusioni se nel cordone di saldatura sono inglobate sostanze diverse dal materiale base. Esse possono essere solide o gassose. Le inclusioni gassose sono cavità provocate da gas che sono rimasti intrappolati nel bagno; esse possono essere create da sporcizia, grasso, ruggine, vernici presenti sui lembi, umidità presenti nel processo, impiego di procedimenti con elevata velocità di saldatura, scorretto maneggio della torcia o della pinza, ecc. Se le inclusioni gassose sono tondeggianti vengono dette porosità o soffiature, a seconda che il loro diametro sia inferiore o superiore ad 1 mm; se invece presentano forma allungata vengono dette tarli (più pericolosi). Se sporadiche e di piccole dimensioni, le inclusioni gassose non sono molto dannose; lo possono però diventare se le dimensioni sono grandi o se si raggruppano in strutture nidificate. Sono inoltre un facile innesco per attacchi di tipo corrosivo.
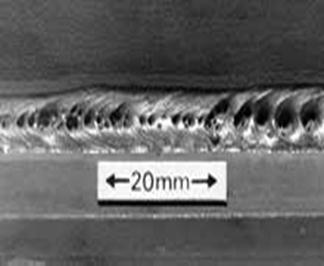
Formazione di porosità in superficiePorosità uniformemente distribuite
Generalmente, per valutare la pericolosità di un difetto, non basta considerarne la natura: bisogna valutare anche le condizioni in cui il giunto opera (il tipo di sollecitazione a cui è sottoposto, il tipo, l’importanza e le condizioni di servizio della struttura di cui fa parte, le caratteristiche del materiale base, ecc.). In genere i difetti, siano essi superficiali o interni, riducono la sezione resistente del giunto, con conseguente aumento del livello di tensione medio. Ciò comporta, nel caso di sollecitazioni statiche, una certa diminuzione della capacità di carico del giunto stesso. Un secondo aspetto dannoso appare se i giunti sono sollecitati a fatica: in questo caso l’effetto di intaglio (aumento di tensione locale) cui dà luogo il difetto limita notevolmente la resistenza del giunto. Considerando infine il caso di costruzioni saldate che lavorano a bassa temperatura, si denota un aumento del grado di pluriassialità delle tensioni, con conseguente limitazione dell’entità delle tensioni di taglio e possibilità di innesco e propagazione di rotture fragili. Questo fenomeno avviene soprattutto in strutture che lavorano a basse temperature e nelle quali sono presenti intagli.
Abbiamo visto come alcuni gravi difetti di saldatura, come cricche, mancanza di penetrazione, grosse scorie, costituiscono temibili intagli. I codici e le norme correntemente utilizzate stabiliscono i criteri di accettabilità dei difetti in base all’esperienza e alla non pericolosità dei difetti stessi ed hanno pertanto carattere arbitrario e convenzionale. Proprio per ottenere una maggiore scientificità nella valutazione della vita a fatica delle strutture da un certo numero di anni si è sviluppata la scienza della meccanica della frattura.
Normalmente le rotture per fatica hanno origine dalla superficie dei pezzi (quando questi sono sufficientemente omogenei) in corrispondenza di punti singolari, come brusche variazioni di sezione, intagli o difetti superficiali, talvolta a causa di tensioni massime di solo qualche decina di MPa. Nel caso di giunti saldati risulta critica la zona di passaggio del cordone (per i giunti di testa) o dal cordone d’angolo al materiale base (per i giunti a croce e simili). Hanno effetto particolarmente negativo anche le incisioni marginali accentuate ed eventuali corrugamenti superficiali dei cordoni, porosità affioranti, riprese, ecc. Estremamente pericolose sono le mancanze di penetrazione in giunti di testa non ripresi. Sono note anche le rotture di fatica originatesi all’interno dei pezzi: particolare attenzione deve essere posta, durante la lavorazione, per evitare l’insorgere di difetti come cricche, mancanza di penetrazione (nel caso di giunti saldati dai entrambi i lati), scorie, tarli. Un certo pericolo può derivare, come già detto, anche dall’insorgere di porosità o soffiature, specialmente se si presentano addensate in nidi.
Un’importante conseguenza di quanto appena detto è che si può migliorare la resistenza a fatica di un pezzo (se è omogeneo) curandone l’aspetto superficiale. Nel caso delle saldature si possono ottenere notevoli vantaggi dalla molatura per regolarizzare il cordone o addirittura spianarlo a raso con i lembi. Non bisogna tuttavia dimenticare che il vantaggio ottenuto è illusorio se non si ha la certezza che siano assenti gravi difetti interni. Ciò deve essere accertato mediante opportuni esami, come quello radiografico o quello ultrasonoro.
Un ultimo accenno per illustrare le tipologie di controlli che possono essere effettuati sui giunti saldati si mostra quindi necessario. Distinguiamo:
- Controlli indiretti o preventivi: controlli effettuati prima della costruzione, in cui si possono individuare, tra l’altro, eventuali difetti del tipo discontinuità metallurgiche (esami sulla documentazione tecnica, prove di qualificazione dei saldatori, di saldabilità del materiale base, di omologazione del materiale d’apporto, di qualificazione dei procedimenti di saldatura);
- Ispezione in corso d’opera: sorveglianza diretta del procedere della saldatura (controlli distruttivi e semi-distruttivi);
- Controlli diretti: controlli effettuati dopo l’esecuzione delle saldature, che consentono di rilevare eventuali difetti del tipo discontinuità metalliche (NDT - esame visivo, con liquidi penetranti, magnetoscopico, radiografico, ultrasonoro, per correnti indotte, per rivelazione di fughe, per emissione acustica).
Capitolo 2
Le tecnologie tradizionali
2a. La saldatura ossiacetilenica
La saldatura ossiacetilenica, comunemente detta saldatura a gas, è un processo fondato sulla combustione di ossigeno e acetilene. Se questi gas vengono mescolati nelle giuste proporzioni, si produce una fiamma alla temperatura di circa 3.200 °C. Variando la composizione della miscela si può cambiare l’azione chimica della fiamma ossiacetilenica.
La fiamma viene comunemente distinta in tre categorie: neutral, oxidising e carburising.

Fiamma neutral Fiamma oxidising Fiamma carburising
Il processo di saldatura viene portato a compimento con l’uso della fiamma neutral, che è composta da ossigeno e acetilene in uguali percentuali. Aumentando invece la quantità di ossigeno o acetilene si ottengono rispettivamente la fiamma oxidising o carburising. Poiché l’acciaio fonde a 1500°C, l’unica miscela capace di scaldare a sufficienza questo metallo è quella di ossigeno e acetilene. Altri gas, come il propano o l’idrogeno, possono invece essere usati per saldare altri metalli non ferrosi con una temperatura di fusione più bassa o per le brasature.
L’attrezzatura necessaria per la saldatura ossiacetilenica è facilmente trasportabile e facile da usare. Essa comprende i serbatoi in cui sono immagazzinati l’ossigeno e l’acetilene, muniti di un regolatore, e i tubi flessibili al cui termine troviamo il cannello. Lungo questi tubi sono poste delle flame traps, dispositivi atti ad evitare che un eventuale ritorno di fiamma raggiunga il serbatoio.
Variando la composizione della miscela possiamo regolare l’intensità della fiamma secondo gli utilizzi richiesti. Una fiamma troppo violenta potrebbe infatti causare una vaporizzazione del materiale base, mentre una troppo dolce potrebbe rivelarsi instabile sulla superficie del metallo. La fiamma può essere controllata anche mediante un dispositivo situato sul cannello. Nel processo di fusione può essere impiegato anche un materiale d’apporto.
Le tecniche principali sono tre: leftward, rightward e all-positional rightward. Il primo tipo è usato per spessori molto sottili (fino a 5 mm) e viene preferito per le giunzioni circolari. Il secondo tipo invece è usato per piastre con spessori di circa 5 mm e per saldature orizzontali o verticali. La tecnica all-positional rightward è stata messa a punto per la saldatura di piastre in acciaio e per le tubazioni, dove è necessaria una saldatura di posizione. Queste ultime due tecniche permettono di ottenere un livello di penetrazione uniforme, con un migliore controllo della zona fusa e del metallo da saldare, poiché il saldatore ha una maggiore libertà di movimento e quindi una migliore visione del processo. Esse però richiedono una notevole abilità del saldatore, per cui sono meno usate della più tipica saldatura leftward.
2b. La saldatura MIG/MAG
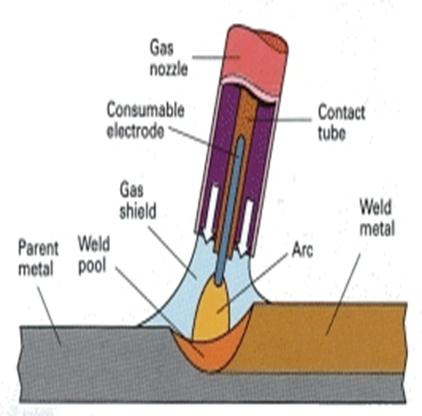 La Metal Inert Gas Welding (saldatura MIG) è stata per la prima volta brevettata negli Stati Uniti nel 1949 per la saldatura dell’alluminio. L’arco e la zona fusa vennero create utilizzando un filo scoperto come elettrodo protetto da elio, già disponibile all’epoca. Dal 1952 circa il processo divenne molto popolare in Gran Bretagna per saldare l’alluminio con l’uso di argo come gas di protezione e per saldare gli acciai al carbonio usando come gas l’anidride carbonica. Le tecniche in cui si usano l’anidride
La Metal Inert Gas Welding (saldatura MIG) è stata per la prima volta brevettata negli Stati Uniti nel 1949 per la saldatura dell’alluminio. L’arco e la zona fusa vennero create utilizzando un filo scoperto come elettrodo protetto da elio, già disponibile all’epoca. Dal 1952 circa il processo divenne molto popolare in Gran Bretagna per saldare l’alluminio con l’uso di argo come gas di protezione e per saldare gli acciai al carbonio usando come gas l’anidride carbonica. Le tecniche in cui si usano l’anidride
Processo MIG
carbonica o le sue miscele con l’argo come gas di protezione sono note invece col nome di Metal Active Gas Weldings (saldature MAG).
Nella saldatura MIG il calore necessario per la fusione è generato dalla formazione di un arco elettrico tra un elettrodo metallico e il pezzo. L’elettrodo fonde e forma il cordone di saldatura. La caratteristica principale di questa tipologia di saldatura è che l’elettrodo è costituito da un filo continuo (alimentato da una bobina), cioè è consumabile. Data la continua alimentazione dell’elettrodo, il processo viene spesso definito saldatura semi-automatica. E’ inoltre necessario fornire un gas di protezione.
Il modo con cui il metallo si trasferisce dall’elettrodo alla zona fusa determina in gran parte le caratteristiche finali della saldatura. Fondamentalmente esistono tre metodi: lo short-circuiting, il droplet (o spray) e il pulsed metal transfer. Lo short-circuiting e il pulsed metal transfer sono usati per operazioni che si svolgono con basse correnti, mentre lo spray metal transfer è usato unicamente con elevate correnti di saldatura. Nello short-circuiting (o dip transfer) il metallo fuso che si deposita sulla punta del filo viene trasferito immergendo direttamente il filo stesso nella zona fusa. Ciò è possibile se le correnti hanno un basso voltaggio: per un filo di 1.2 mm di diametro, ad esempio, il voltaggio dell’arco può variare da circa 17 V (100 A) fino a 22 V (200 A). Per minimizzare gli schizzi è molto importante impostare correttamente il voltaggio e l’induttanza in base alla velocità di alimentazione del filo. L’induttanza serve ad evitare i picchi di corrente che si hanno quando il filo viene immerso nella zona fusa. Per quanto riguarda il droplet (o spray) transfer, è necessario un voltaggio più elevato per assicurarsi che il filo non faccia corto-circuito con la zona fusa. Valori tipici per questa modalità sono per il voltaggio dell’arco approssimativamente da 27 V (250 A) a 35 V (400 A) utilizzando un filo di 1.2 mm di diametro. Il metallo fuso sulla punta del filo si trasferisce alla zona fusa: tuttavia c’è un valore minimo di soglia al di sotto del quale le goccioline non riescono ad attraversare l’arco. Se infatti si applicano correnti troppo basse, le forze dell’arco saranno troppo deboli per prevenire la formazione di un gran numero di goccioline sulla punta del filo, le quali si distribuiranno all’interno dell’arco in maniera errata seguendo la forza di gravità. La pulsed mode infine è stata sviluppata al fine di stabilizzare l’arco quando esso si forma con bassi livelli di corrente (al di sotto della soglia, cioè), per evitare il corto circuito e gli schizzi. Il trasferimento è ottenuto applicando degli impulsi di corrente, ognuno dei quali ha una forza sufficiente per far staccare una gocciolina di metallo fuso. La cosiddetta synergic pulsed MIG può essere controllata da un tipo speciale di regolatore, che permette di impostare sia il funzionamento del generatore (pulse parameters) in base al diametro del filo e alla sua composizione, che la frequenza di pulsazione in base alla velocità di alimentazione dell’elettrodo.
Per quanto riguarda il gas di protezione, esso non solo ha la funzione di proteggere l’arco e la zona fusa dall’ambiente esterno, ma ha anche una serie di funzioni molto importanti: partecipa alla formazione del plasma, stabilizza l’arco sulla superficie del materiale e assicura un perfetto trasferimento delle goccioline fuse dal filo alla zona fusa. Di conseguenza, la scelta del gas di protezione influenza, seppur indirettamente, il livello di penetrazione della saldatura nel materiale. Come è stato già detto, generalmente i gas che si usano a questo scopo per le saldature MIG sono miscele di argo, ossigeno e anidride carbonica. Alcune miscele speciali possono anche contenere elio. Per gli acciai si usano soprattutto CO2 puro, argon + 2 ¸ 5% di ossigeno e argo + 5 ¸ 25% CO2, mentre per i metalli non ferrosi si usano argo o miscele di argo ed elio. I gas a base di argo, paragonati all’anidride carbonica, rispondono meglio ai parametri impostati e danno luogo ad un minor numero di schizzi nella dip transfer mode. Tuttavia, date le temperature più basse a cui si trovano codesti gas, si genera anche un maggiore rischio di mancanze di fusione.
Attualmente, la saldatura MIG è largamente impiegata ed è il metodo con cui sono effettuate più del 50% delle saldature industriali. I principali vantaggi consistono nella flessibilità e nella facilità di meccanizzazione del processo; è adatta per i materiali che producono schizzi, ma è necessaria un notevole grado di abilità del saldatore.
2c. La saldatura TIG
La Tungsten Inert Gas Welding (saldatura TIG) divenne un successo immediato negli anni ’40 per la giunzione di magnesio e alluminio. Essa ha avuto un ruolo molto importante nell’impiego dell’alluminio per le saldature di alta qualità e per le sue applicazioni strutturali.
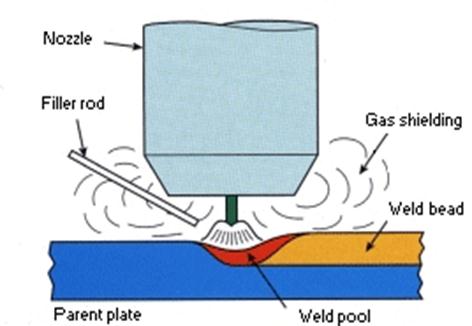 Nella saldatura TIG l’arco si forma tra un elettrodo di tungsteno e i componenti in un’atmosfera inerte (argo
Nella saldatura TIG l’arco si forma tra un elettrodo di tungsteno e i componenti in un’atmosfera inerte (argo
Processo TIG
o elio). L’arco, piccolo ma intenso, creato dall’elettrodo, è ideale per saldature di precisione. Poiché l’elettrodo non è consumabile, il saldatore non deve bilanciare l’apporto di calore dell’arco poiché il metallo è depositato dall’elettrodo. Se è richiesto un materiale d’apporto, deve essere aggiunto separatamente alla zona fusa.
Il generatore deve fornire corrente costante, sia alternata che continua. Un generatore di corrente costante è essenziale per evitare che si raggiungano correnti troppo elevate quando l’elettrodo è cortocircuitato sulla superficie del pezzo. Ciò può accadere durante l’avviamento dell’arco o inavvertitamente durante la saldatura. Come per la saldatura MIG, se si usa un generatore flat (a basso voltaggio), il contatto tra l’elettrodo e la superficie del pezzo va assolutamente evitato, per non incorrere nella fusione dell’elettrodo stesso o il danneggiamento della sua punta. In corrente continua, poiché il calore dell’arco è distribuito approssimativamente 1/3 al catodo e 2/3 all’anodo, l’elettrodo ha sempre polarità negativa per prevenire il surriscaldamento e la fusione. Tuttavia un elettrodo con polarità positiva, quando il catodo è sul pezzo, ha il vantaggio di ripulire la superficie da eventuali contaminazioni di ossido. Per questa ragione la corrente alternata si usa quando i materiali da saldare hanno uno strato superficiale tenace di ossido, come per l’alluminio.
L’arco può essere avviato graffiando la superficie, formando un cortocircuito. Solamente quando il cortocircuito viene interrotto, la corrente principale di saldatura inizia a scorrere. Tuttavia c’è il rischio che l’elettrodo possa conficcarsi nella superficie, causando delle inclusioni di tungsteno nella saldatura. Il modo più comune di avviare l’arco per la saldatura TIG è l’uso dell’alta frequenza (HF): questa tecnica consiste nella creazione di scintille ad alto voltaggio (diverse migliaia di Volts), la cui durata è di pochi microsecondi. Queste scintille ionizzano il gap tra l’elettrodo e il pezzo. Una volta che la nube di elettroni/ioni si è formata, la corrente può fluire liberamente dal generatore. Questo tipo di avviamento comporta tuttavia delle elevate emissioni elettromagnetiche dovute all’alta frequenza; bisogna quindi equipaggiare in maniera appropriata il saldatore e fare attenzione alle interferenze che si possono generare con gli altri sistemi di controllo e strumentazioni.
Gli elettrodi per le saldature in corrente continua sono normalmente in tungsteno puro con una componente di torio (dall’1 al 4%), per facilitare l’avviamento dell’arco o di zirconio, per rallentare l’erosione dell’elettrodo. E’ importante scegliere il diametro e l’angolo di punta corretti per il livello di corrente richiesto. La regola generale ci suggerisce di usare diametri e angoli di punta tanto più piccoli quanto più è bassa la corrente. La punta dell’elettrodo, infatti, durante l’esercizio, subisce delle deformazioni, tendendo a diventare sferica (balling).
Il gas di protezione deve essere selezionato in base al materiale da saldare. Possiamo tuttavia individuare alcune linee guida per la scelta.
L’argo è il gas di protezione usato più comunemente poiché è adatto alla saldatura di una vasta gamma di materiali, tra i quali gli acciai, gli acciai inossidabili, l’alluminio ed il titanio; l’aggiunta dell’idrogeno all’argo (miscela Argo + 2 ¸ 5% H2) consente invece di ottenere saldature più pulite, senza ossidazioni superficiali. Infine l’elio o le miscele argo/elio aumentano la temperatura dell’arco, in modo da raggiungere velocità di saldatura più elevate ed un livello di penetrazione più profondo, ma trovano un grande svantaggio nell’elevato costo del gas e nell’aumento della difficoltà di avviamento dell’arco.
La saldatura TIG è utilizzata in tutti i settori dell’industria, ma è adatta in modo speciale alle saldature di alta precisione. Poiché la quantità di depositi può essere abbastanza bassa (qualora si utilizzi separatamente una barra di materiale d’apporto), per la saldatura di componenti più spesse risulta maggiormente indicata la saldatura MIG. La saldatura TIG è anche ampiamente applicata in sistemi automatizzati. Poiché il saldatore non ha molto controllo sull’arco e sul comportamento della zona fusa, bisogna però prestare molta attenzione alla preparazione delle superfici da saldare, al posizionamento dei lembi e all’impostazione dei parametri di saldatura.
La saldatura TIG è stata usata in diverse applicazioni in ambito aerospaziale: si ricordano soprattutto gli ugelli dei lanciatori dell’Ariane e diverse componenti di motori per aerei commerciali e militari.
2d. La saldatura ad arco sommerso
Il primo brevetto per la saldatura ad arco sommerso è stato preso in Russia nel 1935, ed uno dei suoi primi utilizzi fu sui carri armati T34 durante la Seconda Guerra Mondiale.
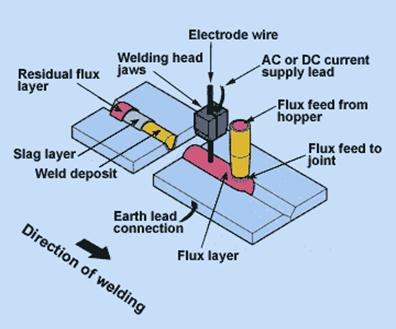 Come nella saldatura MIG, anche in questo caso il processo avviene con la creazione di un arco attraverso un elettrodo continuo e il pezzo. Durante la saldatura si usa
Come nella saldatura MIG, anche in questo caso il processo avviene con la creazione di un arco attraverso un elettrodo continuo e il pezzo. Durante la saldatura si usa
Saldatura ad arco sommerso
un flux per generare gas protettivi e scorie e per aggiungere elementi leganti nella saldatura. Non è perciò richiesto l’impiego di un gas di protezione. Prima del passaggio dell’arco, la superficie di saldatura viene completamente ricoperta dal flux; il flux in eccesso viene poi riciclato attraverso una tramoggia (hopper). Le scorie rimaste vengono invece rimosse facilmente alla fine del processo. Poiché l’arco viene completamente sommerso dal flux, la quantità di calore dispersa è pressoché nulla. Questo produce un’efficienza termica del 60% (mentre per la saldatura ad arco manuale è di circa il 25%). Non si generano schizzi né vapori.
Il processo può essere completamente automatizzato o anche semi-automatizzato. I parametri di saldatura sono: corrente, voltaggio dell’arco e velocità di avanzamento. Tutti influiscono sulla forma del cordone, sul livello di penetrazione della saldatura e sulla composizione chimica del metallo saldato. Bisogna porre particolare attenzione all’impostazione dei parametri di saldatura, perché il saldatore non ha modo di vedere la zona fusa. Sono state inoltre sviluppate diverse varianti in base alla forma e al materiale dei componenti da unire.
La saldatura ad arco sommerso può utilizzare un filo solo sia in corrente continua che in corrente alternata, ma ci sono delle varianti (impiego di 2 o 3 fili, aggiunta di polvere metallica, ad esempio), create per aumentare la velocità di avanzamento o la quantità di metallo depositata.
I flux usati sono in genere composti da minerali allo stato granulare che possono essere fusi, che contengono ossido di manganese, silicio, titanio, alluminio, calcio, zirconio, magnesio e altri componenti secondari (come il fluoruro di calcio). Generalmente, la loro composizione viene scelta in base all’elettrodo utilizzato, per massimizzare le caratteristiche meccaniche finali (il flux infatti reagisce chimicamente con la zona fusa aumentandone le suddette caratteristiche). Si definiscono attivi i flux che apportano manganese e silicio alla saldatura; la quantità che se ne riesce a depositare è legata al voltaggio dell’arco e al livello della corrente di saldatura. I principali tipi di flux sono: i bonded fluxes (le cui componenti sono essiccate e mescolate ad una bassa temperatura - un tipico esempio sono i silicati di sodio) e i fused fluxes (i componenti sono fusi insieme in una fornace, per ottenere un materiale omogeneo, e successivamente polverizzati in grani della dimensione voluta – permettono di ottenere un arco più stabile).
A causa della presenza del flux, la saldatura ad arco sommerso è usata per saldare soprattutto strutture piane. Per saldare strutture circolari, invece, si fa ruotare il pezzo. Non ci sono limiti allo spessore del materiale base. I materiali più adatti sono gli acciai al carbonio con aggiunta di manganese, gli acciai basso legati e inossidabili e, scegliendo opportunamente l’elettrodo, anche alcuni materiali non ferrosi.
2e. La saldatura per resistenza
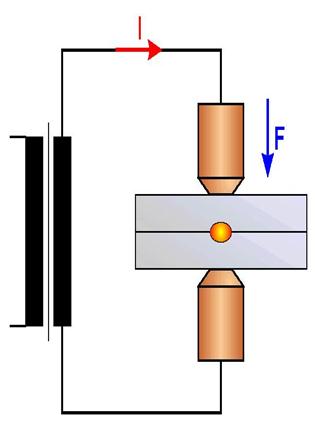 Con il termine saldatura per resistenza si indica un gruppo di tecnologie che sfruttano l’azione combinata di calore e pressione. Il calore è generato per resistenza, facendo passare corrente attraverso i materiali da unire, i quali vengono contemporaneamente sottoposti all’azione di un
Con il termine saldatura per resistenza si indica un gruppo di tecnologie che sfruttano l’azione combinata di calore e pressione. Il calore è generato per resistenza, facendo passare corrente attraverso i materiali da unire, i quali vengono contemporaneamente sottoposti all’azione di un
saldatura per resistenza
carico. Questo processo è utilizzato principalmente per saldare strutture piane e vengono utilizzati a tale scopo degli elettrodi in lega di rame, sagomati opportunamente, che hanno la funzione di trasmettere la corrente all’interno dei materiali e di applicare su di essi il carico. Il calore viene generato all’interfaccia tra i due pezzi, causando la creazione della zona fusa e del cordone di saldatura. La zona fusa si mantiene contenuta grazie all’azione del carico.
Questa tecnologia viene utilizzata soprattutto per piastre sottili, cioè fino ai 6 mm di spessore, ma, scegliendo opportunamente la forma e la grandezza dell’elettrodo, è possibile saldare anche altre geometrie. E’ molto versatile, in quanto può essere applicata ad un vasto numero di materiali, dagli acciai, alle leghe di alluminio, al titanio. E’ quindi una delle tecniche attualmente più usate in ambito industriale.
La saldatura per resistenza consente di ottenere alte velocità di saldatura e può facilmente essere automatizzata. Ci sono alcune limitazioni per quanto riguarda la giunzione di alcuni materiali, ma possono essere risolte impostando correttamente i parametri di saldatura. La qualità della saldatura può essere tenuta anch’essa sotto controllo, valutando attentamente i parametri in ingresso e studiando periodicamente dei campioni. Sono inoltre in via di sviluppo dei metodi per monitorare l’evoluzione del processo e delle particolari tecniche non distruttive.
Le principali linee di ricerca riguardano la saldabilità degli acciai alto-resistenti, degli acciai rivestiti e delle leghe di alluminio e la possibilità di saldare strutture tubolari.
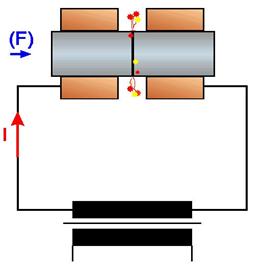
Una delle varianti più importanti della saldatura per resistenza è la cosiddetta flash welding. Viene utilizzata soprattutto per saldare geometrie complesse o sezioni molto grandi.
Il processo è sostanzialmente lo stesso: i due componenti sono assicurati insieme con degli stampi e la corrente viene fatta scorrere attraverso i punti di contatto, che si scaldano rapidamente (sempre sotto l’azione di un carico). In questi punti il materiale fonde e crea il giunto, con la classica azione lampeggiante. Il calore emesso viene così concentrato in una zona limitata. Dopo una prima perdita di materiale, sufficiente a scaldare la zona immediatamente dietro l’interfaccia alla sua temperatura di plasticità, i componenti vengono forgiati insieme, in modo da espellere il materiale fuso e gli agenti contaminanti. Si completa così la fase di saldatura allo stato solido. La fase di raffreddamento viene quindi portata a lenta conclusione sotto l’azione di un carico: le morse verranno allora aperte, rilasciando il componente saldato. Per facilitare l’emissione di scintille, i due pezzi possono essere preriscaldati, facendo avvenire tra loro ripetuti cortocircuiti. L’azione lampeggiante deve essere continua per evitare la formazione di crateri sulla superficie del giunto finito. Questi difetti possono presentarsi sotto forma di un sottile film di inclusioni di ossido, note con il nome di flat spots, particolarmente insidiosi perché non sono rilevabili attraverso le tecniche non distruttive. Bisogna quindi porre particolare cura nelle ispezioni in corso d’opera per evitarne la formazione.
Per evitare discontinuità nel materiale finito, occorre quindi prestare attenzione nella preparazione e nel controllo del processo di saldatura. A questo proposito possono essere usati dei macchinari servocomandati. Per la saldatura degli acciai è necessario un trattamento post saldatura per aumentarne la durezza.
2f. La brasatura
La brasatura è un processo di saldatura che utilizza un materiale d’apporto allo stato fuso, introdotto nel giunto con un’azione capillare o con il suo preposizionamento. Normalmente il materiale d’apporto fonde a temperature più basse dei materiali base. Questo processo può vantare un discreto numero di varianti. Si possono distinguere tre tipi di brasatura:
- brasatura forte: temperature superiori ai 450 °C, ma comunque inferiori alla temperatura di fusione dei materiali base; preparazione adatta a favorire la penetrazione del materiale d’apporto per capillarità;
- brasatura dolce: temperature inferiori ai 450°C e comunque inferiori alla temperatura di fusione dei materiali base; preparazione adatta a favorire la penetrazione del materiale d’apporto per capillarità;
- saldobrasatura: temperature superiori a quelle della brasatura forte, ma comunque inferiori a quelle del materiale base; preparazione del giunto simile a quella per la saldatura autogena.
Nella brasatura forte avviene la fusione del solo materiale d’apporto e non dei materiali base. Il materiale d’apporto fuso si diffonderà a livello intergranulare nei due componenti da saldare, favorito dalla capillarità con cui esso viene inserito e dalla geometria del giunto. Il costo elevato ne consiglia l’uso esclusivamente per quei componenti che non possono subire modificazioni a livello microstrutturale o superficiale, come per gli acciai inossidabili. La resistenza del giunto finito sarà proporzionale alla superficie brasata, al tipo di sollecitazione a cui esso sarà soggetto (meglio al taglio), alla temperatura di brasatura, alla quantità e qualità della lega d’apporto ed alla tecnica ed abilità di brasatura. La distanza tra le superfici da brasare deve essere tale da permettere una buona diffusione capillare del materiale d’apporto; inoltre bisogna fare attenzione che le tensioni indotte dalle variazioni di temperatura non superino il valore di snervamento del materiale base.
Anche la brasatura dolce permette di fondere la lega brasante ma non i materiali base. L’efficacia del giunto dipende essenzialmente da: progetto del giunto, scorrevolezza della lega, distanza delle superfici da brasare, studio delle sollecitazioni. Questa tecnica è impiegata per giunzioni tubolari, soprattutto ed è più diffusa in campo idraulico.
La saldobrasatura utilizza come materiali d’apporto soprattutto ottoni, fondenti a temperature relativamente elevate. La giunzione si realizza attraverso la diffusione intergranulare della lega d’apporto nella struttura dei materiali base; non può invece far leva sulla diffusione capillare del materiale d’apporto, perché la completa fusione di quest’ultimo avviene a temperature troppo elevate rispetto alla temperatura di fusione dei materiali base. Attraverso questo metodo si possono saldare acciai, rame, zinco e alluminio.
2g. La saldatura per frizione
La saldatura per frizione è una tecnica nella quale si sfrutta la trasformazione dell’energia meccanica in calore attraverso l’attrito, in modo da portare a termine il processo completamente allo stato solido. Brevemente, la saldatura per frizione consiste nel mettere a contatto i due componenti, dei quali uno è fermo mentre l’altro è posto in rapida rotazione attorno al proprio asse. Quando la quantità di calore sviluppata è sufficiente, la rotazione si interrompe e si applica il carico per facilitare la diffusione allo stato solido, espellendo anche le eventuali impurità. Le saldature ottenute in questo modo hanno caratteristiche meccaniche molto prossime a quelle dei materiali base. I parametri principali associati a questo processo sono la velocità di rotazione, la pressione di frizione, la pressione di forgiatura, lo spostamento e il tempo di vibrazione. Questi parametri sono indipendenti e variano di applicazione in applicazione. Generalmente, per poter sfruttare questa tecnica, il giunto deve avere simmetria rotazionale, quindi non tutte le geometrie risultano saldabili. I materiali più adatti ad essere saldati con questa tecnica sono i termoplastici. Una volta acquistate le attrezzature necessarie, la saldatura per frizione è una tecnica piuttosto economica. La preparazione dei materiali base infatti è pressoché nulla: bisogna solo tenere in conto un leggero accorciamento dei componenti dovuto al processo di saldatura. Inoltre non sono richiesti materiali d’apporto. La riproducibilità è molto elevata ed il processo si presta molto bene all’automazione, grazie alla sua controllabilità, quindi può essere utilizzata per produzioni di massa..
Le varianti
Linear Vibration Welding: il riscaldamento dei componenti avviene attraverso il loro reciproco moto relativo (di tipo vibratorio - frequenze da 100 a 200 Hz, spostamenti dell’ordine del millimetro) e l’azione di un carico che li mantiene in stretto contatto. Viene impiegata ad esempio per la saldatura di serbatoi, di pompe, di condotti per l’aria.
Orbital Friction Welding: questa tecnica, relativamente innovativa, è stata messa a punto per la saldatura di componenti realizzati in materiali termoplastici, dove ogni parte della superficie orbita intorno ad un punto diverso sulla faccia del componente immobile. Questo moto ha una velocità rotazionale costante ed è identico per tutti i punti della superficie del giunto.
Spin Welding: il principio è lo stesso della linear friction welding, ma l’area di giunzione è circolare e il moto è rotazionale.
Angular Friction Welding: anche in questo caso il principio di funzionamento è lo stesso della linear friction welding, ma il moto è angolare. I componenti sono accostati e vengono fatti vibrare con un moto angolare di pochi gradi. Quando il ciclo di saldatura è completato, essi vengono riportati alla posizione originaria assicurando un perfetto allineamento. Questo tipo di processo è usato per componenti circolari per le quali risulti molto difficile l’allineamento tra la parte superiore e inferiore.
Rotary Friction Welding: questo è stato il primo processo per frizione ad essere impiegato in scala industriale. Non è richiesto alcun materiale d’apporto e la saldatura avviene alla fase solida, per questo non si osservano deformazioni a livello macroscopico. Esistono due varianti: la continous drive rotary friction welding e i processi con energia immagazzinata (come l’inertia welding). Nel primo tipo, due cilindri vengono allineati assialmente: uno di essi viene messo in rotazione mentre l’altro, fermo, viene messo a contatto con esso con un carico assiale preselezionato. La rotazione continua finché non si raggiunge la temperatura prefissata alla quale il giunto raggiunge lo stato plastico. A questo punto la rotazione viene fermata, ma il carico rimane applicato sui cilindri per favorire la fase finale della saldatura. Nell’inertia welding invece, il componente rotante è collegato ad un volano che viene accelerato ad una velocità di rotazione prestabilita. A questo punto si toglie la spinta al volano, il quale viene avvicinato al componente fermo: l’azione frenante che si genera sprigiona il calore necessario per scaldarlo alla temperatura prefissata.
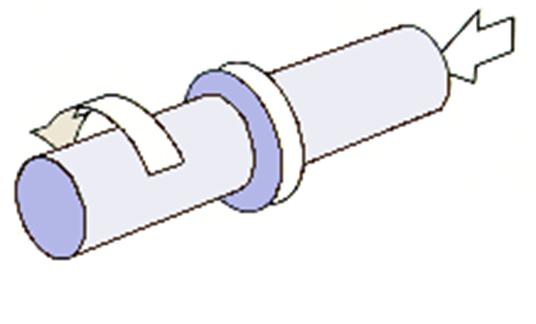
Principio di funzionamento della rotary friction welding
Capitolo 3
Le tecniche innovative
3a. Laser beam welding (LBW)
Dopo essere stato usato per intagliare, il laser ha trovato una vasta gamma di applicazioni nelle tecnologie di saldatura dei materiali metallici. Dalla fine degli anni ’80 si è passati dagli studi in laboratorio ai primi utilizzi nelle industrie. Lo sviluppo su scala industriale è stato possibile solo dopo il perfezionamento di sorgenti più potenti, sistemi laser competitivi e la messa a punto di controlli efficienti sul processo. Per quanto riguarda le saldature, infatti, il laser presenta dei vantaggi che devono essere valutati accuratamente per poter sfruttare appieno le sue potenzialità.
Principi dell’emissione laser
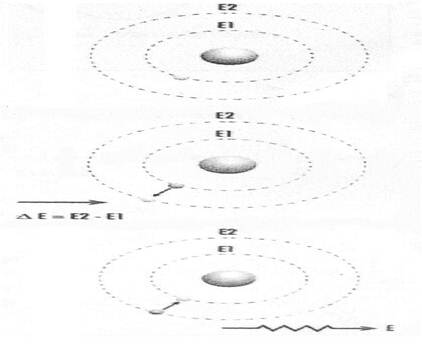 Il principio di funzionamento del laser è basato su tre fasi: assorbimento, emissione spontanea e amplificazione.
Il principio di funzionamento del laser è basato su tre fasi: assorbimento, emissione spontanea e amplificazione.
Nell’assorbimento, l’elettrone del medium (la specie chimica da cui si origina il fascio laser) assorbe una certa quantità di energia che gli viene fornita dall’esterno. Ciò ne comporta il passaggio dalla sua orbita di origine ad una ad un livello energetico maggiore (eccitamento). Per ottenere nuovamente la condizione di equilibrio l’atomo deve ricondurre l’elettrone nella sua orbita originaria: questo processo avviene attraverso il rilascio di una certa quantità di energia (emissione spontanea). Il fotone va ad eccitare a sua volta l’atomo immediatamente vicino, che si comporterà esattamente allo stesso modo. Posizionando degli specchi riflettenti, possiamo facilitare l’emissione stimolata di tutti gli elettroni, in modo da ottenere una specie di reazione a catena (amplificazione). L’energia emessa in questo modo ha la caratteristica di avere tutta la stessa lunghezza d’onda.
Tutti i laser quindi hanno bisogno di un medium, un apparato di eccitamento (pumping) e un apparato di amplificazione (optical resonator).
Quando il livello energetico superiore è più densamente occupato di quello inferiore, avviene un’inversione nel moto degli elettroni e avviene un’emissione spontanea in tutte le direzioni. L’amplificazione è ottenuta lungo l’asse della cavità dove ha sede il medium, attraverso riflessioni multiple di luce sui due specchi. Il fascio laser esce attraverso uno dei due specchi, che sarà solo parzialmente riflettente.
Il principio di funzionamento del laser
Le caratteristiche di un fascio laser sono quindi:
- Monocromaticità: Il laser emette su un’unica lunghezza d’onda che dipende dalla natura del medium emittente. La lunghezza d’onda è importante perché l’assorbimento da parte del materiale varia a seconda del suo valore (riflettività). Alcuni materiali quindi possono essere lavorati meglio con un laser piuttosto che con un altro.
-Bassa divergenza: Una classica sorgente di luce emette in tutte le direzioni. Un’importante proprietà del laser è la sua direzionalità: il fascio può essere emesso con un angolo di divergenza molto basso. Ad esempio, a due mrad, il diametro di un fascio laser è aumentato di 2mm per una propagazione del fascio di 1m.
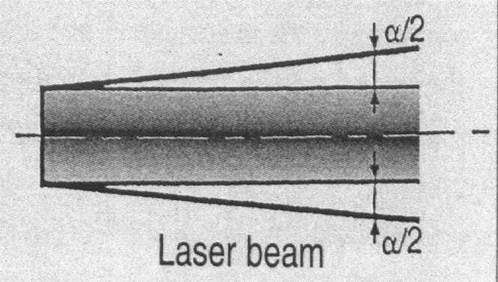
Divergenza del fascio laser
-Transverse mode: Questa modalità caratterizza la distribuzione di potenza in una sezione trasversale del fascio. Un fascio laser con perfette qualità ottiche avrà una distribuzione descritta come TEM00 (Transverse Electric Magnetic). Questa distribuzione, molto simile ad una distribuzione gaussiana, è la modalità ideale per tagliare. Per le saldature, tuttavia, si utilizzano sia la modalità TEM00 che le successive.
-Polarizzazione: Le radiazioni laser sono composte da un’onda elettromagnetica che può essere scomposta in due componenti, una nella direzione del campo elettrico E e l’altra nella direzione del campo magnetico B. In genere il laser usato per tagliare viene diretto tutto lungo la direzione del campo elettrico E (polarizzazione). La polarizzazione non ha alcun effetto sulla qualità della saldatura. L’unico miglioramento in questo senso si ottiene aumentando la velocità di saldatura.
Il processo di saldatura
L’esecuzione della saldatura è basato sul fenomeno della fusione localizzata del materiale sul punto di impatto del fascio. La saldatura richiede elevate densità di energia, che possono essere ottenute lavorando sul punto focale del sistema ottico. A potenze specifiche sufficientemente elevate (105 ¸ 106 w/cm2) il materiale di base vaporizza, formando una zona in cui sono contenuti i vapori che si generano, detta keyhole. Il materiale fuso, successivamente si raffredda, originando il cordone di saldatura.
Tipologie di laser
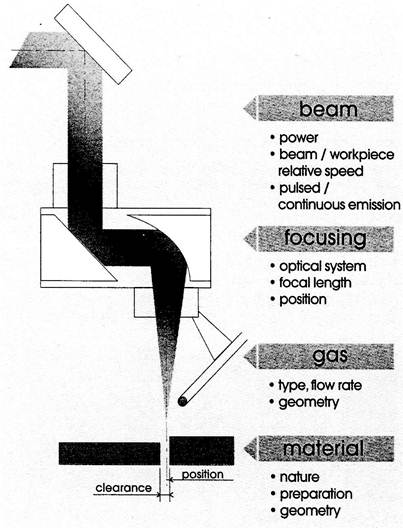
Un ruolo molto importante nella creazione del fascio laser è svolto dal medium. In base alla scelta del medium, infatti, si ottiene una diversa lunghezza d’onda, che non sempre è adatta per ogni materiale, come detto già in precedenza. Distinguiamo quindi due tipi di laser: il laser CO2 e il laser Nd-YAG.
Per il laser CO2 il medium è costituito da una miscela di gas: CO2+He+N2 e la lunghezza d’onda che si ottiene è di 10.6 mm: questo tipo di laser viene usato prevalentemente per saldare gli acciai. Esistono tre categorie di laser CO2. Esse si distinguono per la modalità di circolazione del gas, che può essere assiale o trasversale rispetto all’asse ottico del fascio, e dal tipo di cavità utilizzata. Abbiamo dunque:
- CO2 laser with rapid axial flow (potenze da 750 W a 20 kW) - il gas circola linearmente ad alta velocità, propulso da turbine o pompe; la cavità necessita di un sistema di raffreddamento ed ha una forma ad “U”;
- CO2 laser with transverse flow (da 1.5 a 45 kW) - il gas viene spinto da una turbina e ricircola trasversalmente, passando attraverso uno scambiatore di calore, mentre nella cavità si realizzano riflessioni multiple attraverso un sistema di specchi prima dell’emissione del fascio;
- SLAB CO2 laser (da 100 W a 2.5 kW) – la miscela di gas è eccitata dalla scarica elettrica generata tra i due elettrodi di una guida d’onda. Il fascio che si ottiene è rettangolare e viene fatto passare in un telescopio per ottenere una migliore distribuzione di energia.
Il laser Nd-YAG è fornito di un medium allo stato solido (il neodimio, appunto, con l’aggiunta di cristalli di ittrio). Con questo tipo di medium si ottiene una lunghezza d’onda pari a 1.06 mm (molto vicino all’infrarosso), pari cioè ad 1/10 di quella del laser CO2. Questa caratteristica è molto importante perché permette di trasportare il fascio con l’impiego di fibre ottiche (quindi per distanze molto maggiori). Si usa prevalentemente per la saldatura dell’alluminio. Anche in questo caso distinguiamo due tipologie: Continous YAG laser (potenza massima 5 kW) e Pulsed YAG laser (potenze medie di 2 kW, energia < 150 J, frequenza < 1000 Hz. Un ultimo tipo di laser è quello a diodi (potenze da 100 W a 2 kW).
Le due principali tipologie di laser sono complementari: il laser CO2 è usato per metalli ad elevato spessore (da 4 mm a 3 kW a 7 mm a 5 kW), mentre il laser Nd-YAG è più adatto per metalli con spessori sottili (fino ad 1 mm a 300 W) o per saldature di precisione (il laser pulsante permette un migliore controllo dell’energia depositata). Nonostante il laser Nd-YAG quindi sia più funzionale (risulta facilmente trasportabile e più preciso) per il suo uso bisogna affrontare costi più elevati rispetto al laser CO2.
Parametri di saldatura
La saldatura laser è governata da un certo numero di parametri che controllano sia il laser (fascio e sistema ottico) che il materiale che deve essere saldato.
- Modalità TEM: E’ una delle caratteristiche essenziali del fascio laser. Descrive la distribuzione di energia in una sezione trasversale del fascio (come precedentemente detto).
Distribuzione di potenza in una sezione trasversale del fascio
- Potenza e velocità: L’energia depositata è caratterizzata da potenza (P, in W) e velocità (V, in m/s), in accordo con la formula E=P/V (E: energia lineare, in J/m). Questa energia depositata permette ad un volume dato di materiale di essere fuso e, quindi, di raggiungere i livelli di penetrazione voluti. A potenze costanti, una diminuzione nella velocità comporta un aumento nei livelli di penetrazione, nella profondità del cordone di saldatura e nella grandezza della zona termicamente alterata.
- Focal lenght (lunghezza focale): Un parametro essenziale nel processo di saldatura è il diametro del punto di messa a fuoco del fascio, che è direttamente collegato alla densità di potenza. Più la lunghezza focale e il diametro del fascio sul sistema ottico saranno minori, maggiore sarà la densità di energia e quindi il livello di penetrazione. Tuttavia, se la superficie di interazione tra il fascio e il pezzo risulta troppo piccola, si potrebbe incorrere a schizzi di metallo fuso sul sistema ottico. Bisogna perciò trovare un compromesso tra la densità di energia voluta e la vita operativa del sistema ottico, compromesso che in genere si ricerca modulando la potenza del laser (ordini di grandezza: fino a 500 mm per laser CO2 con potenze inferiori a 15 kW).
- Posizione del punto focale rispetto alla superficie del metallo: Questo parametro influenza notevolmente il livello di penetrazione della saldatura. Per ottenere ottimi risultati è indispensabile posizionare il punto focale il più vicino possibile al materiale da saldare.
Comportamento dei parametri di saldatura al variare della lunghezza focale
Nel caso del laser Nd:YAG il fascio può essere trasportato attraverso fibre ottiche di piccolo diametro (tra 0.4 e 1 mm). Esso esce dalla fibra con un certo angolo e viene puntato con un sistema di lenti. Il diametro finale del fascio è legato alla lunghezza focale delle lenti usate e al diametro della fibra ottica (che però è limitato dalla qualità del fascio uscente dalla cavità).
Bisogna inoltre considerare i parametri che concernono il materiale da saldare. Essi sono essenzialmente due: l’effetto derivante dalla natura del materiale e la morfologia della zona da saldare. Indipendentemente dalla loro saldabilità, infatti, non tutti i materiali si comportano allo stesso modo quando sottoposti all’azione di un fascio laser. Questo effetto dipende proprio dalla natura del materiale: i buoni conduttori infatti presentano anche un’elevata riflettività al laser e sono molto difficili da fondere (come il rame o l’argento). Solo il laser Nd:YAG può saldare questo tipo di materiali, poiché la lunghezza d’onda a cui viene emesso viene assorbita più facilmente. Bisogna considerare anche la conducibilità termica: più è alta, più grande sarà la zona di materiale in cui il calore verrà diffuso. Dal punto di vista metallurgico, invece, sempre in accordo alla saldabilità del materiale, le saldature fatte con elevate potenze generalmente danno buoni risultati. Di conseguenza, se i parametri sono impostati correttamente, otteniamo delle saldature integre, con un grano diretto parallelamente alla direzione del gradiente termico fornito. Invece di osservare un aumento dei livelli di impurezze nelle zone saldate, osserviamo spesso una purificazione dell’area colpita dal laser, specialmente per quanto riguarda le inclusioni gassose di azoto e ossigeno. Inoltre, il coefficiente di assorbimento dei materiali non metallici è molto più alto di quelli metallici: per questo le inclusioni di materiali non metallici vaporizzano prima, così da purificare la zona saldata. D’altra parte, a causa del ciclo termico estremamente rapido, dobbiamo porre particolare attenzione nel saldare quei materiali che sono sensibili agli effetti di indurimento, che possono portare alla formazione di cricche.
Gas di protezione
Come si è detto, la saldatura laser genera una vaporizzazione localizzata del metallo con la formazione del cosiddetto keyhole.
Il keyhole è la zona dove sono contenuti i vapori ionizzati del metallo ad altissima temperatura ed è in equilibrio grazie all’effetto della vaporizzazione del metallo stesso, della pressione dei vapori e della tensione superficiale. I vapori ionizzati formano il plasma sulla superficie del metallo fuso: esso riesce ad assorbire in grande quantità il laser CO2 (più del 60% dell’energia incidente), mentre nei confronti del laser Nd-YAG, risulta molto meno assorbente. L’energia assorbita viene così trasmessa ai media circostanti (il gas di protezione) e crea una seconda sorgente di calore. Questo effetto può essere controllato utilizzando particolari accorgimenti sul gas di protezione. Una differenza molto importante tra il laser e il plasma sta nel fatto che il plasma non emette su un’unica lunghezza d’onda, ma su tutto lo spettro. Ciò ha un effetto sul cordone di saldatura finale, come si vede nella figura (FIG II,4). Non c’è modo di evitare la formazione di plasma, poiché è il risultato dell’avvenuto accoppiamento del materiale con il fascio laser appropriato: se non si formasse plasma, infatti, il laser e il materiale non sarebbero accoppiati bene, quindi il fascio verrebbe almeno in parte riflesso.
Bisogna prestare attenzione affinché il plasma non ionizzi anche il gas di protezione, come abbiamo detto, poiché aumentando la sorgente di calore aumenta anche la larghezza della zona fusa. Questo effetto dipende dai parametri di saldatura, dalla natura del gas di protezione, dal modo in cui viene fornito il gas (assialmente lungo il fascio o trasversalmente) o in dipendenza alla velocità della sua diffusione. I metodi principali per controllarlo sono essenzialmente due: il controllo del plasma e la scelta accurata del tipo di gas di protezione.
Il controllo del plasma avviene in questo modo: si direziona il gas di protezione con un angolo dai 30° ai 60° rispetto alla superficie del fuso, in modo da far scivolare lontano il plasma stesso. Se l’angolo non è ben progettato, il plasma risulterà comunque assorbente, quindi si preferisce limitare l’uso di questo metodo alle saldature lineari o a quelle circolari in un solo verso. La scelta del gas di protezione si basa invece sul potenziale di ionizzazione dei gas. Più questo potenziale è alto, più sarà difficile far uscire gli elettroni dagli atomi e ionizzare il gas.
Come si può vedere dalla tabella, l’elio è l’elemento con il potenziale di ionizzazione più alto, a causa della sua struttura atomica e quindi risulta il più adatto per il laser CO2. Si può anche osservare come sia più facile ionizzare i metalli dei gas. Un altro modo per controllare il flusso del gas di protezione è l’installazione di un adeguato ugello, generalmente realizzato in rame temprato.
L’ugello può distribuire il gas coassialmente o lateralmente. Nel primo caso il gas sarà diretto direttamente sulla zona fusa e sul keyhole e quindi è il metodo che assicura una schermatura migliore dagli agenti esterni.
Schema di utilizzo di un ugello coassiale
Ci sono però degli svantaggi: bisogna prestare particolare attenzione a che il fascio e il gas siano perfettamente coassiali, onde evitare dissimmetrie nella schermatura della zona fusa ed evitare che i due flussi si compenetrino; non si possono usare potenze troppo elevate se il gas di protezione non è l’elio; questo metodo inoltre non offre una elevata protezione degli elementi di puntamento del fascio da eventuali schizzi, dal momento che è impossibile combinare al flusso coassiale un flusso, seppur più piccolo, in direzione trasversale (effetto Venturi). Nel caso di ugello laterale invece, il gas di protezione viene spinto dietro il fascio e sopra la zona fusa. Questo tipo di ugello apporta un’ottima protezione sia del keyhole che della zona fusa e può essere usato con ogni tipologia di gas. Inoltre, ha dimensioni ridotte: si possono quindi utilizzare più ugelli laterali con aria compressa (tra 4 e 6 bar) posti perpendicolarmente al fascio, in modo da assicurare anche una ottima protezione da eventuali schizzi (insensibile all’effetto Venturi).
Schema di funzionamento di un ugello laterale
Se però si vogliono utilizzare elevate potenze e argo come gas di protezione, bisogna aggiungere un sistema di controllo del plasma (un tubicino diretto coassialmente o lateralmente al gas di protezione, diretto sulla zona fusa, che previene la formazione di plasma esplosivo). Per dare un’idea delle condizioni di utilizzo dei gas di protezione, di seguito sono riportati alcuni valori caratteristici:
- angolo di iniezione del gas di protezione: da 30° a 60°/superficie del materiale;
- quantità di gas di protezione: da 10 a 20 l/min alla pressione di 1 bar;
- angolo di iniezione per il controllo del plasma: da 30° a 45°/superficie del materiale;
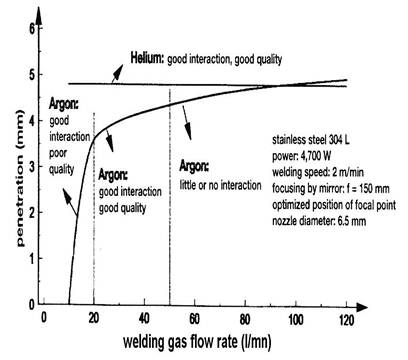 altezza dell’iniezione del controllo del plasma lungo l’asse del fascio: da 2.5 a 3 mm;
altezza dell’iniezione del controllo del plasma lungo l’asse del fascio: da 2.5 a 3 mm;- diametro dell’iniettore del controllo del plasma: da 1 a 2 mm.
Un’ultima considerazione riguarda le tipologie di gas che possono essere utilizzate. Le due specie maggiormente usate sono l’elio e l’argo. Se le velocità di saldatura sono basse, si osserva che il cordone è sensibilmente più profondo quando si usa l’argo, in quanto si forma una maggiore quantità di plasma assorbente che funziona, come detto, da seconda sorgente di calore. Un altro parametro da tenere in considerazione nella scelta è la quantità di gas introdotta: come si vede nel grafico, mentre l’elio assicura una penetrazione costante della saldatura, l’argo ha una curva che si avvicina asintoticamente a quella dell’elio per quantità di gas introdotte sempre maggiori. A basse quantità di gas ci sono maggiori formazioni di plasma e maggiori quantità di calore prodotte, che sfociano nella produzione di saldature scadenti. Per utilizzare l’argo bisogna quindi trovare una condizione di ottimo tra la qualità della saldatura e la sua penetrazione nel materiale. Un’efficace soluzione per correggere i difetti dell’elio o dell’argo è utilizzare delle miscele. Sono state provate delle miscele con ossigeno, biossido di carbonio, idrogeno o soltanto elio - argo. Aggiungendo l’ossigeno non si hanno miglioramenti nella qualità della saldatura, ma la superficie del materiale subisce un aumento di ossidazione (da evitare se si stanno saldando materiali speciali come il titanio). Con l’aggiunta di biossido di carbonio si osserva, specialmente nel caso di ugello coassiale, un parziale riassorbimento del fascio, con conseguenti cadute di potenza. Aggiungendo idrogeno (in una percentuale massima del 10%) all’argo, invece, si è visto che i livelli di penetrazione nel materiale si avvicinano maggiormente a quelli dell’elio; poiché però l’idrogeno è uno dei fattori che conducono a fenomeni di criccabilità, è sempre necessario testare la compatibilità della miscela a livello metallurgico con il materiale da saldare (impiegata perciò di rado, solo con acciai inossidabili o superleghe base nichel). Sono state infine studiate anche delle miscele argon - elio. Un primo vantaggio consiste nel fatto che esse sono metallurgicamente neutre. Con un contenuto di elio ottimizzato, si ottengono prestazioni molto vicine (alle volte persino identiche) a quelle dell’elio puro, ma con costi di produzione sensibilmente più bassi; inoltre il livello di penetrazione risulta, come per l’elio puro, pressoché costante rispetto alla quantità di gas introdotta. Confrontando la miscela con l’argon puro, invece, si ha una consistente riduzione della formazione di plasma assorbente per basse quantità di gas introdotto. Riassumendo, la scelta del gas di protezione dovrebbe essere effettuata considerando i seguenti punti:
- la natura del materiale da saldare;
- la potenza del laser e la qualità del fascio usati;
- lo spessore e/o il livello di penetrazione che deve essere perseguito;
- il tipo di ugello utilizzato.
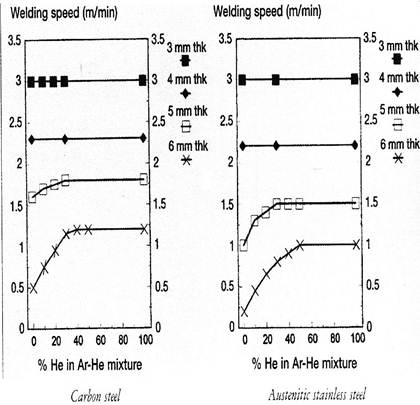 Per quanto riguarda invece il laser Nd-YAG, il gas di protezione non incide sull’assorbimento dell’energia del fascio: la scelta diventa quindi molto più semplice. Possono essere impiegati i gas di saldatura, inclusi quelli ossidanti e, in accordo con la natura dei materiali, gas contenenti idrogeno. Tuttavia, mentre i gas ossidanti possono incrementare la velocità di saldatura (in caso di elevate potenze), quelli contenenti idrogeno non producono alcun effetto. In genere, il gas di protezione più versatile per questo tipo di saldature è l’argo.
Per quanto riguarda invece il laser Nd-YAG, il gas di protezione non incide sull’assorbimento dell’energia del fascio: la scelta diventa quindi molto più semplice. Possono essere impiegati i gas di saldatura, inclusi quelli ossidanti e, in accordo con la natura dei materiali, gas contenenti idrogeno. Tuttavia, mentre i gas ossidanti possono incrementare la velocità di saldatura (in caso di elevate potenze), quelli contenenti idrogeno non producono alcun effetto. In genere, il gas di protezione più versatile per questo tipo di saldature è l’argo.
Attrezzatura
La componente fondamentale per l’automatizzazione di questo tipo di saldature è il computer centrale. Esso viene progettato secondo dei precisi standard e include:
- 3 assi cartesiani ortogonali X,Y,Z;
- da 0 a 2 assi rotazionali sull’estremità che emette il fascio;
- da 0 a 3 assi rotazionali sul pezzo da saldare.
Il principale vantaggio del laser Nd-YAG è la possibilità di utilizzare le fibre ottiche per trasportare il fascio. Dal momento che il diametro delle fibre ottiche è molto piccolo (raggiungerà presto i 200 mm), si possono ottenere elevati valori della densità di energia. Sono anche stati studiati dei sistemi di sicurezza che permettono di interrompere il fascio nel caso in cui si verifichino delle condizioni di pericolo (come il surriscaldamento o la rottura di qualche fibra). Il macchinario utilizzato per questo tipo di laser è composto da un braccio alla cui estremità, attraverso uno snodo sferico, è collegato il sistema saldante.
Il laser CO2 ad alta potenza, invece, non può essere equipaggiato di fibre ottiche: tuttavia, sono stati studiati altri sistemi di trasporto. Il macchinario impiegato è composto da un generatore del fascio, un ponte (collegato al computer centrale) e il piano dove viene posto il pezzo. Il generatore del fascio a sua volta è composto da un sistema di alimentazione del medium, da quella che precedentemente è stata definita come “cavità” (dove viene generato il fascio), e da un sistema di trasporto del fascio (che porta il laser dal generatore fino all’estremità saldante lungo il ponte), che cambia a seconda della sua lunghezza d’onda: per basse frequenze (laser CO2) è possibile utilizzare gli specchi riflettenti, mentre per frequenze elevate (laser Nd:YAG) si utilizzano delle guide d’onda. Il ponte, invece, consiste in un arco, lungo il quale scorre l’estremità saldante della macchina. Immettendo nel computer centrale le coordinate del punto di giunzione (con riferimento al posizionamento del pezzo sul piano di lavoro), il ponte scorre lungo il piano di lavoro e posiziona il fascio esattamente sul punto desiderato.
Attrezzatura per la saldatura laser automatizzata
Vantaggi e svantaggi del processo
Il laser è un processo efficiente, in particolare riguardo alle velocità di saldatura che si possono raggiungere. Essendo un processo ad elevata densità di energia, permette di ottenere cordoni con un buon livello di penetrazione, utilizzando un basso apporto di energia. Poiché le velocità di saldatura sono elevate, la diffusione di calore è bassa e la zona termicamente alterata risulta limitata. Impostando correttamente i parametri di saldatura, inoltre, si possono ridurre sensibilmente le deformazioni rispetto alle altre metodologie di giunzione. A fronte di queste performances, i costi da sostenere sono alti: per questo motivo la saldatura laser non ha raggiunto ancora livelli di produzione su larga scala. I costi elevati sono dovuti essenzialmente alla preparazione delle superfici, al livello di precisione con cui deve essere eseguito il processo ed alle misure di sicurezza che bisogna adottare riguardo l’istallazione, le attrezzature necessarie e il personale, che deve essere altamente qualificato.
Generalmente viene preferito il laser Nd-YAG, dato che non forma il plasma assorbente e ha un coefficiente di assorbimento più alto di quello del laser CO2 nella maggior parte dei materiali. Inoltre, questo tipo di laser fa compiere dei cicli termici più brevi rispetto alle altre tecnologie, limitando la diffusione del calore e l’allargamento della zona termicamente alterata, ma generando stress metallurgici più elevati.
3b. La saldatura Electron Beam (fascio di elettroni)
La Electron Beam Welding (EBW) è nata negli anni ’50 in Germania e Francia in ambito nucleare. In questo campo, infatti, erano nate richieste di saldature di componenti refrattarie e reattive. Questi metalli, per la loro affinità con l’ossigeno e l’azoto presenti nell’aria, risultano infatti molto difficili da saldare. Attualmente, questa tecnologia sta prendendo piede anche nell’ambito aerospaziale, automobilistico e nell’industria elettronica.
Caratteristiche del processo
Il processo produce la saldatura utilizzando un fascio concentrato, composto principalmente da elettroni che viaggiano ad alta velocità (dal 30 al 70% della velocità della luce), i quali impattano sulla superficie dei materiali base. Il calore è generato dalla trasformazione dell’energia cinetica in energia termica sulla superficie del giunto. In origine, il processo veniva eseguito nel vuoto assoluto, utilizzando uno strumento per emettere il fascio simile a quello usato per i raggi X: in questo caso, si indirizza un fascio di elettroni su un target di tungsteno o molibdeno, il quale emette i raggi X. Nel caso in esame invece, il target è ovviamente il materiale base e i raggi X possono essere prodotti solo se il potenziale elettrico è sufficientemente alto. Si sono dunque distinti due sistemi: uno a basso voltaggio (da 30 kV a 60 kV) e uno ad alto voltaggio (100 - 200 kV). Più alto è il voltaggio, maggiore sarà l’emissione di raggi X.
La caratteristica più vantaggiosa della EBW è la sua profonda penetrazione. Questo effetto si ottiene proprio grazie al fascio di elettroni altamente accelerato. Gli elettroni colpiscono la superficie e penetrano leggermente al di sotto di essa: a questo punto rilasciano la maggior parte della loro energia cinetica, che si trasforma in termica. Questo porta ad un enorme riscaldamento del punto di impatto del fascio e quindi alla parziale evaporazione del materiale di base. Il fascio può viaggiare con una facilità molto maggiore attraverso questi vapori che non attraverso il metallo allo stato solido e questo non può che agevolare l’ulteriore penetrazione degli elettroni nel metallo stesso. La larghezza della zona fusa risulta così estremamente contenuta: il rapporto profondità/larghezza può superare il valore 20/1.
L’apporto termico della EBW è infatti controllato da 4 variabili:
- il numero di elettroni al secondo che colpiscono il pezzo (beam current);
- la velocità degli elettroni al momento dell’impatto(accelerating potential);
- il diametro del fascio sul pezzo o nel pezzo (beam spot size);
- la velocità di avanzamento (welding speed).
Il livello di penetrazione aumenta all’aumentare della densità di potenza del fascio: per variarlo si agisce principalmente sui primi due parametri, mentre il terzo e il quarto servono essenzialmente per il controllo del processo. Con una sola passata possono essere così saldati spessori da 0.1 a più di 200 mm.
Essendo il fascio di elettroni dotato di tali peculiari caratteristiche di penetrazione, associate ad un apporto termico estremamente basso, la zona
termicamente alterata che si ottiene risulta essere molto più piccola di quelle che si ottengono con gli altri processi di saldatura. In più si è osservato che risultano minimizzate anche le distorsioni. La velocità di raffreddamento è molto più elevata rispetto agli altri processi, e questo risulta vantaggioso per molti metalli (ma non per tutti: ad esempio, per gli acciai ad alto contenuto in carbonio questo può portare a fenomeni di criccabilità).
Reduced Pressure EB
Attrezzature
In entrambi le modalità di funzionamento, la valvola d’immissione degli elettroni e il pezzo sono alloggiati in una camera dove è stato realizzato precedentemente il vuoto (meno di 5*10-5 bar). L’attrezzatura necessaria per questo tipo di saldatura, quindi, comprende: una pistola per il fascio (gun), un generatore ad alto voltaggio, una camera di lavoro, un sistema di pompaggio per creare il vuoto e un sistema di controllo. La pistola emette elettroni, ne accelera il fascio e lo punta con precisione sul pezzo. Recenti sviluppi nella tecnologia hanno permesso di operare anche in una condizione di vuoto medio o in pressione. Tali condizioni sono definite soft vacuum (5*10-3 bar fino a 10 mbar), e corrispondono ad un’atmosfera composta per il 99.95% da argo. E’ necessario introdurre quindi un impianto apposito, composto generalmente da pompe.
I dettagli devono essere definiti con cura. Nelle camere con vuoto assoluto è necessario usare delle tecniche speciali per posizionare correttamente il pezzo e il fascio, perché il cordone finale risulti di larghezza estremamente ridotta. Inoltre non è necessario alcun tipo di materiale d’apporto, se non in alcuni casi particolari, come gli acciai dolci, per i quali a volte viene usato come materiale d’apporto del materiale deossidato, che aiuta a produrre delle saldature maggiormente legate.
Attualmente, le principali linee di sviluppo riguardano miglioramenti nella longevità e nella affidabilità delle attrezzature, la caratterizzazione del fascio, la creazione di fasci ad alte intensità e bassa potenza e lo sviluppo di sistemi che permettano di usare questa tecnologia a pressioni vicine ad 1 atmosfera (1000 mbar).
Versatilità
Un ultimo accenno per quanto riguarda i materiali saldabili attraverso la EBW. Come si è detto tutti i materiali metallici possono essere fusi usando il fascio di elettroni e, di conseguenza, la maggior parte dei metalli puri e delle leghe può essere saldata con questa tecnica. L’unico prerequisito è che il materiale base sia un buon conduttore di elettricità e che venga creato un collegamento a terra per evitare eventuali scariche elettriche. Poiché non è necessario l’impiego di materiali d’apporto o elettrodi consumabili, le caratteristiche della saldatura finita dipenderanno esclusivamente dal materiale di base.
Il comportamento della EBW nei materiali di utilizzo aerospaziale verrà diffusamente trattato nel capitolo successivo. Per quanto riguarda gli altri materiali, è importante sottolineare che la EBW può saldare anche materiali refrattari e reattivi, grazie alla sua applicazione nel vuoto, e può effettuare saldature tra materiali con diverse caratteristiche di conducibilità termica e punti di fusione differenti, anche se non tutte le combinazioni sono ancora possibili.
3c. La saldatura per diffusione
La saldatura per diffusione è un processo allo stato solido che permette di creare una grande varietà di accoppiamenti di metalli e materiali ceramici per la produzione di pezzi finiti sia di piccole che di grandi dimensioni. Il processo dipende da un certo numero di parametri: in particolare il tempo, la pressione applicata, la temperatura di saldatura e la modalità di apporto di calore. La saldatura per diffusione può essere distinta in diverse varianti, in base alla modalità di pressurizzazione, all’uso di strati di materiali intermedi e all’eventuale formazione di una fase liquida transitoria. Ogni diversa tipologia trova la sua applicazione in un certo numero di materiali e geometrie particolari.
Caratteristiche del processo
Nella sua forma più semplice, la saldatura per diffusione richiede per prima cosa che i materiali base vengano accostati nel punto di giunzione e che successivamente vengano sottoposti all’azione di un carico, unitamente ad un elevato riscaldamento, di solito in atmosfera inerte o nel vuoto. I carichi impiegati sono generalmente più bassi di quelli che porterebbero a delle macrodeformazioni, mentre le temperature massime raggiunte sono comprese tra 0.5 e 0.8 volte la temperatura di fusione del materiale base. I tempi di esposizione alle alte temperature variano da 1 a più di 60 minuti e dipendono dai materiali che devono essere uniti, dalle proprietà richieste al giunto e dai restanti parametri di saldatura. Nonostante la maggior parte di queste saldature vengano eseguite, come detto, nel vuoto o in atmosfere inerti, alcune possono essere eseguite in aria.
Un attento esame della sequenza di saldatura permette di comprendere l’importanza della finitura delle superfici di partenza. Per ottenere una buona giunzione, è necessario che le due superfici in questione siano perfettamente pulite e piane, affinché la mutua diffusione a livello atomico possa avvenire nel modo corretto.
Sono stati sviluppati diversi modelli per studiare nel dettaglio ogni singolo momento di questo processo di saldatura. Per prima cosa il carico applicato provoca una deformazione plastica delle superfici, in modo da appianare eventuali asperità e ridurre i vuoti; quindi si passa al vero e proprio meccanismo di diffusione atomica.
Il meccanismo di diffusion bonding: a)punto di contatto iniziale (è evidente lo strato superficiale di ossido e la rugosità della superficie); b)struttura sottoposta al carico, con riduzione degli agenti contaminanti e dei vuoti; c)fase finale dell’applicazione del carico, con scomparsa quasi totale dei vuoti; d)fase di diffusione, con eliminazione dello strato di ossido; e)saldatura completata.
Come è stato già detto, la diffusione può avvenire allo stato solido o allo stato liquido.
- Solid state diffusion bonding
Questo tipo di saldatura viene condotto principalmente nel vuoto o in un’atmosfera protettiva. Il carico può essere applicato uniassialmente o isostaticamente. Generalmente si usa un carico basso (3-10 MPa) per prevenire la macrodeformazione dei materiali base. E’ richiesta una buona finitura delle superfici poiché il contributo della deformazione plastica è piuttosto limitato. Si raccomandano di norma valori di massima asperità superficiale di 0.4 mm e una perfetta pulitura delle superfici, per evitare il più possibile le contaminazioni. Qualora si applichi un carico isostatico, è possibile raggiungere pressioni molto più elevate (100-200 MPa): di conseguenza la massima asperità delle superfici può essere anche di 0.8 mm o maggiore. Un ulteriore vantaggio di questo processo rispetto a quello con carico uniassiale è la possibilità di eseguire saldature con geometrie complesse. Quando materiali di diversa specie devono essere saldati con questo metodo (ed in particolare quando si trattano materiali ceramici) è possibile introdurre uno o più strati intermedi di altri materiali, per facilitare il processo di saldatura e modificare la distribuzione di sforzi post saldatura.
- Liquid phase diffusion bonding/diffusion brazing
Questa tecnica può essere applicata solo per giuntare materiali dissimili, o per materiali simili con l’inserimento di uno strato intermedio di una seconda specie. I processi di diffusione allo stato solido cambiano la composizione dei materiali base; la temperatura di saldatura viene scelta considerando la temperatura di fusione della fase che viene a formarsi.
Se invece è previsto l’impiego di un materiale d’apporto, poiché esso deve fondere ad una temperatura minore del materiale base, il sottile strato di liquido che si formerà si diffonderà lungo le due superfici da unire, formando la giunzione mediante il successivo raffreddamento. Questo metodo è stato usato in particolare per saldare le leghe di alluminio, con le quali si possono formare delle fasi eutettiche con il rame, l’argento o lo zinco, il quale ha la proprietà di rompere lo strato di ossido tipico delle suddette leghe.
Questa tecnica è stata sviluppata per l’industria aerospaziale. Il processo è impiegato principalmente per la saldatura del titanio e delle sue leghe, i quali ad elevate temperature ed in determinate condizioni di sforzo presentano proprietà superplastiche. Queste condizioni di temperatura e di carico coincidono con quelle richieste per la saldatura, quindi i due processi sono eseguiti in una sola operazione, oppure vengono impiegati in sequenza. Il processo, noto con la sigla SPF/DB è preferito per produrre le strutture sandwich rigide che trovano largo uso nelle componenti dei velivoli (ad esempio, palette di turbina).
Sono in via di sviluppo anche altre varianti della saldatura per diffusione, finalizzate ad aumentare le varietà di materiali e le geometrie saldabili. A causa di vari fattori (costi dei mezzi di produzione, richieste sulla preparazione delle superfici, lunghi tempi di saldatura), essa rimane tuttavia confinata alla produzione di componenti molto delicate e di valore.
La furnace brazing
Questa tecnica è una variante del processo di diffusione, utilizzata soprattutto per alcune componenti di motori aeronautici.
La popolarità della furnace brazing risiede nell’atmosfera utilizzata, che consente di evitare sostanzialmente l’uso dei fluxes ed elimina il processo di post pulitura delle superfici saldate. Per il processo si usano diversi tipi di fornace, la maggior parte delle quali impiega un’atmosfera gassosa, mentre alcune lavorano nel vuoto. La costruzione della fornace cambia se il processo è basato su infornate successive o su un’operazione continua. Nel primo caso si impiegano le retort furnaces, usate nella brasatura ad idrogeno, mentre, se il processo necessita di una lavorazione nel vuoto, si impiegano le cosiddette vacuum furnaces (e il processo assume il nome di vacuum brazing).
In una retort furnace, l’atmosfera di idrogeno viene contenuta e protetta da una lega resistente al calore. L’idrogeno fa in modo che l’ingrediente attivo pulisca i componenti da brasare, eliminando la necessità del flux. Per aumentare la velocità di esecuzione dei cicli di brasatura (in particolare la velocità di raffreddamento della saldatura), le fornaci operano tipicamente una epurazione di azoto alla fine del ciclo stesso. L’attrezzatura per la furnace brazing è appositamente progettata e controllata per prevenire le eventuali miscele esplosive di idrogeno e aria, ma conviene sempre avere particolare cura di evitare questo effetto. In alternativa, si può sostituire una bassa percentuale dell’idrogeno dell’atmosfera con altri gas, come azoto, argo o elio, creando delle miscele.
Le vacuum funaces sono ampiamente usate, e molto spesso le industrie le usano anche per effettuare dei trattamenti termici, secondo la loro capacità. Oggi queste fornaci si basano sulla costruzione di un muro freddo, con elementi che provvedono al solo riscaldamento interno, solitamente carbonio o molibdeno. Il muro viene definito freddo perché viene raffreddato ad acqua, per mantenerne la temperatura esterna uguale o al di sotto della temperatura ambiente. Attualmente le temperature che può sopportare una fornace arrivano fino ai 1650°C.
Le vacuum furnaces sono degli investimenti molto costosi, ma sono molto versatili, sicure e sono in grado di realizzare prodotti di alta qualità.
La furnace brazing può saldare la maggior parte dei materiali, anche se gli elementi che emettono vapori ad alta pressione non dovrebbero essere saldati nelle vacuum furnaces (zinco, cadmio, piombo, ecc.). Tutti i materiali devono essere accuratamente puliti prima del loro inserimento nella fornace per rimuovere eventuali scorie, grasso e altri agenti contaminanti. I materiali d’apporto più comunemente usati nelle fornaci sono l’argento, il rame, il nichel e l’oro: gli ultimi due, in particolare, sono i più adatti per gli acciai inossidabili e le leghe resistenti al calore e alla corrosione.
La furnace brazing risulta più adatta per componenti costose a causa del grande investimento di capitale richiesto e della minore produttività dei cicli di servizio, specialmente paragonati agli altri processi di brasatura. Come anticipato, questa tecnica ha trovato grande impiego nella saldatura di componenti per motori aeronautici, nel settore elettrico ed elettronico, nei componenti per generatori (nucleari e turbine a gas) e in altre varie componenti nautiche e di vario interesse ingegneristico.
3d. La saldatura ad arco al plasma
 Il processo di saldatura al plasma fu introdotto nell’industria della saldatura nel 1964 come un metodo per ottenere un miglior controllo sulla saldatura ad arco con l’utilizzo di bassi valori di corrente. Oggi, i vantaggi principali delle saldature al plasma risiedono nella possibilità di ottenere saldature di altissima qualità nelle applicazioni di precisione e di miniatura e nel mantenere la vita operativa dell’elettrodo a lungo anche in caso di elevati livelli di produzione.
Il processo di saldatura al plasma fu introdotto nell’industria della saldatura nel 1964 come un metodo per ottenere un miglior controllo sulla saldatura ad arco con l’utilizzo di bassi valori di corrente. Oggi, i vantaggi principali delle saldature al plasma risiedono nella possibilità di ottenere saldature di altissima qualità nelle applicazioni di precisione e di miniatura e nel mantenere la vita operativa dell’elettrodo a lungo anche in caso di elevati livelli di produzione.
Il processo di saldatura al plasma può essere usato sia nelle applicazioni manuali che in quelle automatizzate. E’ stato usato in una vasta varietà di impieghi, dai materiali più voluminosi (per riparare le pale dei motori a getto, ad esempio) agli strumenti chirurgici.
Caratteristiche del processo
La saldatura al plasma è molto simile alla TIG, poiché l’arco si forma tra un elettrodo di tungsteno e il pezzo in lavorazione. Posizionando l’elettrodo nel corpo della torcia, l’arco al plasma può essere separato dall’involucro creato dal gas di protezione. Un arco pilota viene avviato tra l’elettrodo nella torcia e un ugello in rame sulla punta della torcia stessa: il suddetto arco viene così trasferito al materiale da saldare. Forzando il plasma e l’arco a passare attraverso un condotto, si può concentrare tutto il calore sprigionato dall’arco in un’area molto ristretta. Con l’attrezzatura adatta, quindi, la saldatura al plasma permette di ottenere risultati di eccezionale qualità. Possiamo individuare tre modalità di saldatura in base al diametro del condotto e alla quantità di plasma introdotta:
- Microplasma: da 0.1 a 15 A. L’arco al microplasma può operare a correnti di saldatura estremamente basse. L’arco che si ottiene è stabile e la sua lunghezza varia fino a 20 mm.
- Medium current: da 15 a 200 A. A correnti più elevate, le caratteristiche del processo diventano molto simili a quelle della saldatura TIG ma, poiché l’arco è direzionato, risulta più violento.
- Keyhole plasma: oltre i 200 A. Aumentando le correnti di saldatura e la quantità di gas introdotta, si crea un flusso di plasma molto potente che può riuscire penetrare completamente il materiale base, come accade nella LBW e nella EBW. Questo processo può saldare materiali con spessori elevati (oltre i 10 mm) in una sola passata.
Il generatore
L’arco al plasma normalmente viene creato in corrente continua. Poiché l’unica differenza con il processo TIG sta nel flusso separato di gas di protezione e plasma, si può aggiungere al generatore TIG una console per il plasma control. Esistono dei generatori espressamente pensati per questo tipo di saldatura. L’eccessivo riscaldamento dell’elettrodo durante il mezzo ciclo positivo dell’onda, nel caso di impiego di corrente alternata, può causare l’arrotondamento (balling) della punta dell’elettrodo stesso, disturbando la stabilità dell’arco. Per evitare questo effetto, sono disponibili dei generatori speciali, che permettono di passare da corrente continua ad alternata con un dispositivo di bilanciamento della forma dell’onda, per ridurre la durata della polarità positiva dell’elettrodo e mantenerlo quindi a temperature sufficientemente basse.
L’avviamento dell’arco
Nonostante generalmente l’arco venga avviato utilizzando le alte frequenze, in questo caso esso si forma inizialmente tra l’elettrodo e il condotto dove viene forzato il plasma (arco pilota). L’arco pilota è mantenuto nel corpo della torcia finché non viene trasferito al pezzo. Questo sistema assicura un arco affidabile e consente di evitare l’impiego delle alte frequenze, che possono causare, come già detto, interferenze con le altre strumentazioni.
Variabili del processo
L’elettrodo usato per la saldatura al plasma è costituito da tungsteno con il 2% di torio, mentre l’ugello per il plasma è realizzato in rame. Il diametro della punta dell’elettrodo non è così importante come per la saldatura TIG e dovrebbe essere mantenuto tra i 30 e i 60 gradi. Il diametro della sezione di uscita dell’ugello è di fondamentale importanza: un diametro eccessivamente piccolo rispetto al livello di corrente e alla quantità di plasma introdotto porterebbe infatti ad un’eccessiva erosione dell’ugello stesso o persino alla sua fusione. E’ quindi preferibile realizzare il diametro più ampio possibile in relazione al livello di corrente richiesto; d’altra parte, un diametro troppo grande può dare problemi di stabilità dell’arco. Recenti studi hanno inoltre dimostrato che, variando la dimensione del condotto o la quantità di plasma introdotto, non si osservano variazioni nella larghezza del keyhole, che quindi non va considerata una variabile critica da tenere sotto controllo durante il processo di saldatura.
Applicazioni
La saldatura al microplasma è stata tradizionalmente impiegata per saldare strutture piane molto sottili (al di sotto di 0.1 mm di spessore), fili e sezioni di ingranaggi. Il violento arco a punta di spillo minimizza la distorsione e lo spostamento dell’arco. La saldatura medium current è considerata un’alternativa alla più convenzionale tecnica TIG. I vantaggi rispetto a quest’ultima sono il maggiore livello di penetrazione (quando si utilizzi un flusso di plasma consistente) e una maggiore tolleranza alle contaminazioni superficiali, inclusi i rivestimenti (l’elettrodo è interno alla torcia). Il maggiore svantaggio rispetto alle altre tecniche sta nell’ingombro della torcia, che rende la saldatura manuale più difficoltosa. Nella saldatura meccanizzata, invece, bisogna prestare particolare attenzione al mantenimento della torcia per assicurare prestazioni uniformi. La modalità keyhole plasma presenta due aspetti molto interessanti: una penetrazione profonda ed elevate velocità di saldatura. Paragonato a quello della saldatura TIG, infatti, l’arco che si ottiene riesce a penetrare piastre con spessori di oltre 10 mm; se si vuole invece eseguire una sola passata generalmente ci si limita a spessori di 6 mm. Per assicurare un profilo più liscio del cordone di saldatura si può anche usare un materiale d’apporto. Per spessori fino a 15 mm, si usa fare una prima passata autogena e una seconda passata con l’impiego di un materiale d’apporto. In questa modalità, la quantità di plasma introdotto e il materiale d’apporto devono essere bilanciati con cura per mantenere la stabilità del keyhole e della zona fusa.
La Variable polarity plasma arc welding (VPPA)
Questa tecnica è una recentissima variante della saldatura ad arco al plasma tradizionale. E’ stata sviluppata prettamente nell’ambito aerospaziale per la saldatura di sezioni più spesse in lega di alluminio, più specificatamente per il serbatoio esterno dello Space Shuttle. La fusione avviene nella modalità keyhole. L’alluminio presenta la tendenza alla formazione di ossidi, che devono essere eliminati per poter perseguire una saldatura di qualità. Un metodo per la rimozione di tali ossidi è eccitare catodicamente il metallo durante il processo. Per capire bene questo effetto bisogna distinguere e spiegare il principio di funzionamento della polarità variabile. Le forme di polarità dell’elettrodo sono due: la polarità diretta (DCEN) e la polarità inversa (DCEP). La polarità diretta produce efficienze maggiori dell’arco rispetto a quella inversa, nella quale la maggior parte del calore che si produce non viene trasferito al pezzo. Tuttavia, la DCEP è utile perché permette di pulire (attraverso l’eccitamento catodico) la superficie di saldatura e migliora il flusso di materiale fuso, facilitando la successiva formazione del keyhole. E’ quindi evidente che il corretto bilanciamento della forma d’onda della corrente alternata è di fondamentale importanza.
Forma d’onda della corrente per VPPA
La VPPAW è un processo molto usato per produrre tailored welded blanks, poiché risulta più efficiente di tutti le altre tecniche. La velocità di saldatura è massima, perché gli strati di ossido non costituiscono un ostacolo alla saldatura (5.5 m/min). In un immediato futuro, si pensa di combinare questa tecnica con la saldatura laser, per produrre saldature ancor più solide: l’eccitamento catodico della VPPAW riduce infatti drasticamente la riflettività dell’alluminio, favorendo così la LBW.
L’ostacolo maggiore ad un utilizzo industriale di questo processo è rappresentato tuttavia dal suo elevato costo, che si aggira intorno ai 250.000 $ per unità saldata (al 2001).
3e. La Friction Stir Welding (FSW)
Alla fine del 1991 la TWI ha brevettato un nuovo metodo di saldatura denominato Friction Stir Welding. Conforme alle tecniche più tradizionali di saldatura per frizione, le quali vengono utilizzate sin dai primi anni ’50, la saldatura è eseguita alla fase solida, senza fusione e senza l’aggiunta di materiali d’apporto. E’ stato dimostrato che si possono ottenere saldature resistenti e duttili. Principalmente, la FSW permette di saldare componenti tipo piastre, ma può essere adattata per saldare tubi, sezioni cave e per eseguire saldature di posizione. Le temperature massime che si raggiungono durante il processo non superano l’80% della temperatura di fusione dei materiali base.
Il processo
Lo strumento che si utilizza è a sezione circolare, ad eccezione dell’estremità, dove è alloggiata una sonda filettata o con una scanalatura più complicata; il punto in cui si unisce la parte cilindrica e la sonda viene denominato shoulder. Mentre la sonda penetra nei componenti, lo shoulder ne friziona la superficie. Le parti devono essere strette su una barra di sostegno, in modo da evitare che le superfici confinanti dei componenti si allontanino. Si genera così calore per attrito tra il pezzo e l’utensile, il quale è realizzato appositamente per resistere all’usura. Il calore è tale da permettere al pezzo di ammorbidirsi senza raggiungere la temperatura di fusione, in modo da consentire il passaggio dell’utensile attraverso la linea di saldatura. Il materiale plasticizzato viene trasferito dal bordo d’attacco dello strumento alla sonda e viene forgiato dal contatto diretto tra lo shoulder ed il profilo del perno. Tutto ciò contribuisce a creare il legame allo stato solido tra i due componenti. Si può considerare la saldatura per frizione come una tecnica di saldatura con un keyhole allo stato solido, poiché l’utensile genera un foro, per permettere alla sonda di avanzare, il quale viene colmato con l’avanzamento del processo lungo la linea di giunzione.
La microstruttura di una saldatura friction stir dipende essenzialmente dal tipo di utensile, dalle velocità di rotazione e di avanzamento, dal carico applicato sull’utensile e dalle caratteristiche dei materiali che devono essere saldati. Come nelle saldature convenzionali, si viene a creare una zona termicamente alterata. La regione del cordone di saldatura che contiene il flusso di metallo deformato dall’utensile (zona circolare) è la regione che subisce le maggiori deformazioni, nonostante a prima vista sembri quella che ricristallizza più dinamicamente con una microstruttura composta da granuli equiassiali. La struttura stratificata circolare è una diretta conseguenza del modo in cui l’utensile filettato deposita il materiale: esso agisce come se ad ogni rotazione portasse via un foglio di materiale. La zona termomeccanicamente alterata si trova tra quella termicamente alterata e il cordone di saldatura: i grani della microstruttura originaria sono trattenuti in questa regione, ma in uno stato deformato. La superficie della saldatura presenta invece una microstruttura diversa, conseguenza del taglio indotto dal movimento rotatorio dello shoulder.
Il primo tentativo di classificare la microstruttura di un pezzo saldato con la FSW è stato fatto nel 1997 su una lega di alluminio. Si è però osservato che il comportamento di queste leghe è diverso da quello di altri materiali, quindi questo schema non può essere esteso.
La classificazione suddivide la zona saldata in 4 parti:
- Materiale inalterato;
- Zona termicamente alterata;
- Zona termo-meccanicamente alterata;
- Cordone di saldatura (parte della zona termo-meccanicamente alterata)
La prima zona è quella lontana dalla saldatura, che non ha subito deformazioni e, sebbene sia stata sottoposta ad un ciclo termico, né la microstruttura né le caratteristiche meccaniche vengono modificate. La seconda regione, che evidentemente sarà situata più vicino al cordone di saldatura rispetto alla precedente, è composta dalla zona del materiale base che ha subito un ciclo termico, che ne ha modificato la microstruttura e/o le caratteristiche meccaniche. In quest’area però non intervengono deformazioni meccaniche.
Nella terza regione il materiale è stato deformato plasticamente dall’utensile e il calore rilasciato dal processo ha sortito delle modificazione nel materiale. In materiali come l’alluminio, il confine tra la zona che ricristallizza e quella termo-meccanicamente alterata è evidente, mentre in altri può sembrare che l’intera zona termo-meccanicamente alterata si sia ricristallizzata. Questo è sicuramente vero per quei materiali che non hanno una trasformazione di fase indotta termicamente, che da sola condurrebbe ad una ricristallizzazione senza sforzo, come ad esempio il titanio puro, le leghe di titanio b, gli acciai austenitici inossidabili e il rame. In materiali come gli acciai ferritici o le leghe di titanio a-b (come Ti-6Al-4V), è più difficile capire la microstruttura a causa della trasformazione di fase termicamente indotta e risulta ancor più difficile trovare il confine tra la zona termicamente e termo-meccanicamente alterata. Infine, nella quarta zona si trova l’area ricristallizzata della zona termo-meccanicamente alterata.
Vantaggi e svantaggi
Uno dei principali vantaggi della FSW proviene dal fatto che il processo avviene allo stato solido, molto al di sotto della temperatura di fusione dei materiali che devono essere saldati: in questo modo si possono saldare anche materiali che non potrebbero esserlo con le tecniche per fusione. Altri vantaggi, dal punto di vista della qualità della saldatura, sono: piccole distorsioni, persino in saldature lunghe, eccellenti caratteristiche meccaniche, come testimoniano i test a fatica eseguiti, sia a trazione che a flessione, nessuna emissione di vapori, nessuna porosità generata nel pezzo finito, niente schizzi, possibilità di saldare in ogni posizione, elevata efficienza in termini di energia.
Un altro vantaggio di notevole importanza è la possibilità di automatizzazione. Per quanto riguarda strettamente il processo, invece, i principali vantaggi che esso comporta sono:
- utensile non consumabile: un utensile può essere usato per una lunghezza di saldatura fino a 1000 m (per leghe di alluminio serie 6000);
- nessun materiale d’apporto;
- nessun gas di protezione per saldare l’alluminio;
- certificazione del saldatore non richiesta;
- discreta tolleranza ad eventuali imperfezioni nella preparazione dei lembi-possono essere accettati anche sottili strati di ossido;
- nella produzione di massa, non sono richiesti levigatura o pulitura delle superfici.
Per quanto riguarda gli svantaggi della FSW:
-le velocità di saldatura sono discretamente più basse rispetto a quelle ottenibili con altre metodologie di saldatura per fusione (fino a 750 mm/min per saldare una lega di alluminio serie 6000 di 5 mm di spessore);
-i materiali base devono essere rigidamente stretti;
-sono richieste delle barre di sostegno (backing bars);
-formazione di un keyhole alla fine di ogni saldatura.
Versatilità
Come si è detto la FSW può saldare diverse tipologie di materiale, e diverse loro combinazioni. Fino ad oggi, la ricerca si è concentrata maggiormente sulla saldatura dell’alluminio e delle sue leghe. Altri materiali che possono essere utilizzati sono: il rame (e le sue leghe), il piombo, il titanio (e le sue leghe) e le leghe di magnesio; il magnesio con l’alluminio, lo zinco, i compositi a matrice metallica, specialmente con matrice in alluminio; altre leghe di alluminio (3000, 4000) e l’alluminio puro serie 1000; i materiali plastici e gli acciai dolci.
La saldatura delle leghe di alluminio è stata eseguita con successo per spessori che vanno da 1.2 mm a 50 mm, senza bisogno di preparazione preventiva dei componenti. Per spessori maggiori di 100 mm è possibile utilizzare due passate, una da ogni parte.
Applicazioni
Le applicazioni della FSW spaziano in una grande varietà di campi, dall’industria navale, a quella ferroviaria e dei trasporti, a quella elettrica ed aerospaziale. Attualmente, l’industria aerospaziale sta testando la saldatura di alcuni prototipi con la FSW. Le opportunità di utilizzo riguardano essenzialmente la saldatura dei pannelli di longheroni e centine nell’aviazione militare. Questo processo offre interessanti vantaggi rispetto alla rivettatura (minori costi di lavorazione e risparmio in peso). Sono inoltre state impiegate saldature longitudinali e circolari per serbatoi di veicoli spaziali. La FSW può anche essere utilizzata per:
- ali, fusoliere, impennaggi
- serbatoi criogeni per veicoli spaziali
- serbatoi di carburante di velivoli
- missili e razzi a scopo scientifico
- riparazione di saldature MIG difettose.
Varianti della FSW
Linear FSW: la differenza con la FSW sta nel fatto che l’utensile non ha più una velocità rotazionale ma ha un moto oscillatorio per generare il calore necessario alla saldatura. Viene utilizzata per le palette di turbina di motori e la saldatura di tubi in materiali plastici.
Capitolo 4
Saldabilità dei materiali di impiego aerospaziale
4a. L’alluminio e le sue leghe
Saldabilità
L’alluminio e le sue leghe sono usati nelle applicazioni aerospaziali per il basso peso e per la buona resistenza alla corrosione e saldabilità. Nonostante l’alluminio sia poco resistente, legato con determinati materiali può raggiungere le caratteristiche meccaniche di un acciaio. Poiché le proprietà di ogni singola lega sono ben definite, la valutazione della qualità della saldatura si basa essenzialmente sulla conservazione di tali proprietà nel giunto saldato.
Le leghe di alluminio, come è noto, sono classificate in base al principale elemento costituente la lega stessa, individuabile dalla prima cifra delle quattro che identificano il materiale, ma possono essere classificate anche in base al tipo di trattamento usato per sviluppare le proprietà meccaniche. Esse si suddividono così in leghe trattabili termicamente e non trattabili termicamente. Le leghe non trattabili termicamente (serie 1xxx, 3xxx e 5xxx) quando sono saldate, perdono l’effetto dell’indurimento dovuto alla lavorazione, producendo una zona termicamente alterata attorno al giunto molto meno resistente. Le leghe trattabili termicamente, invece, corrispondono principalmente alle serie 2xxx, 6xxx e 7xxx. La saldatura in questo caso ha l’effetto di una locale ridistribuzione dei materiali in lega e quindi la diminuzione della resistenza nella zona termicamente alterata ha solo carattere locale.
Le leghe di alluminio possono essere saldate adottando particolari accorgimenti preventivi. I principali difetti sono porosità, cricche e cordoni di saldatura deboli.
La porosità è stata spesso vista come una caratteristica associata alle saldature MIG e TIG. La causa principale è l’assorbimento di idrogeno nel fuso che porta alla formazione di pori nel metallo solidificato. Le risorse principali di idrogeno sono l’umidità presente nei materiali base e sulla superficie dei fili del materiale d’apporto, e il vapore acqueo presente nell’atmosfera del gas di protezione. Spesso tutti questi fattori permettono di raggiungere una quantità di idrogeno sufficiente alla formazione di porosità. Per minimizzare il rischio di formazione di porosità, può essere utile un’attenta pulitura delle superfici del materiale base e del materiale d’apporto. Ci sono tre tipologie principali di pulizia: mechanical cleaning, solvent degreasing e chemical etching. La mechanical cleaning viene eseguita rompendo lo strato di ossido superficiale attraverso la sfregatura o la limatura della superficie stessa. In questo caso lo sgrassamento deve essere eseguito a parte. Il solvent degreasing viene eseguito immergendo, spruzzando o strofinando solventi organici, in modo da eliminare eventuali residui di grasso, olio, sporco o scorie. Il chemical etching infine consiste nell’uso di una soluzione contenente il 5% di idrossido di sodio, seguito da un risciacquo con HNO3 e acqua per rimuovere i residui della reazione dalla superficie.
Nella saldatura con gas di protezione, bisogna porre attenzione per evitare che dell’aria si mescoli al gas e quindi che l’arco risulti protetto dalle correnti. Per ridurre al minimo il rischio di umidità, in genere si sterilizzano le attrezzature almeno un’ora prima dell’inizio del processo.
Le cricche si generano a causa degli sforzi elevati generatisi attorno alla saldatura, dovuti alla forti deformazioni termiche (il doppio rispetto a quelli che si ottengono nell’acciaio) e la sostanziale contrazione durante la solidificazione (circa il 5% in più di quella che si osserva negli acciai). Queste ultime si formano al centro del cordone di saldatura e sono causate essenzialmente da: scorretto accoppiamento del materiale base e d’apporto; scelta sbagliata della geometria del giunto; saldatura eseguita sotto pesanti condizioni di vincolo. Il rischio di formazione di cricche può essere ridotto, utilizzando un materiale resistente alla formazione di cricche come materiale d’apporto. In genere a questo proposito si possono usare leghe della serie 4xxx e 5xxx; d’altra parte questo comporterebbe un degrado nelle caratteristiche meccaniche del materiale base e potrebbe rendere il materiale finito insensibile ad eventuali trattamenti termici successivi. Il cordone di saldatura deve essere abbastanza spesso da resistere agli sforzi di contrazione. Inoltre il grado di vincolo del materiale base deve essere ridotto, usando una corretta preparazione superficiale, un accurato posizionamento dei componenti e usando una corretta sequenza di saldatura.
Le cricche per liquazione avvengono nella zona termicamente alterata, dove sui confini dei grani si generano zone con basse temperature di fusione. Queste zone non riescono a resistere agli sforzi generati dal materiale che solidifica e si fredda. Le leghe che maggiormente soffrono questo effetto appartengono alle serie 6xxx e 7xxx. Il rischio di formazione di questo tipo di cricche può essere ridotto usando un materiale d’apporto con una temperatura di fusione più bassa rispetto a quella del materiale base.
Un cordone di saldatura debole si ha quando in esso vi siano presenti difetti gravi come le mancanze di fusione o di penetrazione e generalmente è il risultato di una scelta errata dei parametri di saldatura o della scarsa abilità del saldatore. L’elevata conducibilità termica e la velocità di solidificazione della zona fusa rendono l’alluminio e le sue leghe particolarmente sensibili a questo tipo di difetti.
Le tecniche
Saldatura per resistenza: questa tecnica è stata una delle prime ad essere impiegata per la saldatura dell’alluminio. Si presta maggiormente alla saldatura di strutture piane sottili. E’ molto difficile eseguire i test non distruttivi sulle saldature finite, nonostante si siano sperimentati molti metodi. I principali vantaggi derivanti dall’uso di questa tecnica sono:
Vantaggi Svantaggi
- piccole deformazioni - costi di produzione
- processo acquisito - proprietà meccaniche
- semplice automazione - preparazione delle superfici
Per ovviare agli evidenti svantaggi che questa tecnica presenta per l’utilizzo in campo aerospaziale, la General Electric ha sviluppato una variante in cui è stato migliorato il controllo sul processo di saldatura. Ciò ha permesso il suo utilizzo nei post bruciatori dei motori turbogetto dei velivoli militari.
MIG/TIG: i principali vantaggi sono:
Vantaggi Svantaggi
- processo acquisito - necessità di controllare il processo
- semplice automazione - prestazioni a fatica
- processo accessibile - eventuale necessità di trattamenti post saldatura
Questo processo favorisce, nel caso dell’alluminio, la formazione di porosità e quindi la riduzione delle caratteristiche meccaniche, se non si scelgono con cura i parametri di saldatura.
Nell’industria aeronautica la saldatura TIG dell’alluminio non è molto usata, per i suddetti motivi; tuttavia, nell’industria spaziale, è stata impiegata per la saldatura dei serbatoi del razzo Saturn V.
Per la saldatura TIG inoltre sono state introdotte delle innovazioni che permettono un suo utilizzo più consistente nel campo aerospaziale, riducendo gli sforzi dovuti alle distorsioni e migliorando le proprietà meccaniche del giunto.
Flash Welding: questo processo può saldare l’alluminio senza il bisogno di gas di protezione o speciale pulitura delle superfici. Può saldare sezioni con geometrie complesse e nell’industria aeronautica viene usata per saldare le componenti in alluminio presenti nei carrelli d’atterraggio.
Laser Beam Welding: questo processo permette di ottenere un’ottima qualità di saldatura e piccole deformazioni. Attualmente, il laser più usato per la saldatura dell’alluminio è il CO2, ma anche il Nd:YAG sta rapidamente prendendo piede.
Le leghe dell’alluminio in generale non sono molto adatte alla LBW a causa dello scarso assorbimento del fascio laser e all’alta conducibilità termica del materiale. In base alla lega usata, ci sono notevoli differenze nel livello di energia che deve essere fornito per iniziare la fase di fusione, specialmente quando è presente uno strato di ossido superficiale che riflette il fascio. Ottimi risultati possono essere tuttavia ottenuti usando laser Nd-YAG ad alta potenza, anche se i brevi cicli termici a cui esso sottopone il materiale può portare a fenomeni di criccabilità. Per ovviare agli effetti indesiderati dovuti allo strato di ossido, si può preparare il pezzo con un’accurata pulitura delle superfici. Un altro aspetto che riguarda la saldabilità operativa dell’alluminio è l’elevata viscosità del fuso che si produce, specialmente quando si lavora con spessori molto elevati (> 3mm). Questo problema può essere superato con l’uso di un materiale d’apporto. Inoltre, come già detto, le leghe d’alluminio presentano un’elevata tendenza alla formazione di cricche a caldo: in gran parte delle leghe con la saldatura laser il problema si riduce, ma quando ciò non avviene, si può ottenere un miglioramento con l’uso di un materiale d’apporto.
Friction Stir Welding: vediamo per prima cosa alcune considerazioni:
Vantaggi Svantaggi
- nessun materiale d’apporto - necessità di una barra di sostegno
- resistenza a fatica - necessità di un impianto fisso
- semplice automatizzazione - utilizzo solo per componenti piani
- Basso costo dell’attrezzatura - rilascio di un foro a fine saldatura
Questo processo può saldare facilmente le leghe 2xxx e 7xxx, che precedentemente erano considerate insaldabili nelle strutture aeronautiche. La vita a fatica del giunto saldato è paragonabile a quella di componenti rivettate, con il vantaggio di non avere fori nel materiale da cui si potrebbero innescare delle cricche. La NASA attualmente sta valutando l’ipotesi di usare la FSW per saldare le componenti in lega AL-Li per il serbatoio in lega ultraleggera dello Space Shuttle.
Saldatura ad arco al plasma: la variante VPPAW della saldatura ad arco al plasma è stata espressamente studiata per la saldatura dell’alluminio e delle sue leghe. Come detto, il particolare tipo di processo riesce a rompere lo strato di ossidi tipico di questo tipo di materiali e quindi a portare a termine la saldatura con maggiore facilità.
4b. Il titanio e le sue leghe
La saldabilità
La grande affinità del titanio con i gas atmosferici come l’idrogeno, l’ossigeno e l’azoto esclude tutti i processi di saldatura nei quali il metallo fuso possa entrarvi in contatto. La saldatura ossiacetilenica perciò non è possibile. I principali metodi di saldatura per fusione finora adottati sono quelli che vengono portati a termine in un’atmosfera inerte (saldature TIG/MIG). Altri processi che possono essere impiegati alla luce delle peculiari caratteristiche del titanio sono: la saldatura al plasma, quella per resistenza, la electron beam, la saldatura per diffusione, la laser beam e la tecnica per frizione. Mentre il processo TIG è il più comune per recipienti in pressione realizzati in titanio e per la costruzione di attrezzature, la tecnica al plasma è utilizzata principalmente per la saldatura di piastre sottili. Nelle applicazioni aerospaziali invece si prediligono le tecniche laser beam ed electron beam.
Le proprietà meccaniche del materiale base sono ampiamente mantenute anche nel giunto. Tuttavia può aggiungersi anche una leggera perdita di duttilità, dovuta principalmente alla microstruttura più grossolana che si forma nella zona di fusione. Bisogna comunque osservare che una saldatura non appropriata può indebolire seriamente la rigidezza e la resistenza a corrosione del giunto. Sotto condizioni di passivazione, le saldature del titanio mostrano la stessa resistenza a corrosione del materiale base. Solo nei casi in cui già il materiale base subisce fenomeni corrosivi, come per il caso di agenti riducenti, anche la saldatura può subirne maggiormente gli effetti.
Per il titanio puro che si trova in commercio non sono necessari trattamenti post saldatura. Per rimuovere gli sforzi residui nei giunti realizzati sulle leghe di titanio, la tecnica dello stress relieving o la tempra per ricristallizzazione sono raccomandate solo nel caso di componenti con forme molto complesse o per saldature con passate multiple.
Le tecniche
Saldature MIG/TIG: è necessario innanzi tutto escludere l’aria dalla zona fusa, dalla zona termicamente alterata e dalle aree adiacenti il metallo base. Inoltre, è necessario proteggere dall’aria anche la faccia opposta a quella dove si sta saldando (root side), almeno finché la temperatura non sia scesa al di sotto dei 300°C. Per diverse geometrie e grandezze dei componenti la schermatura si ottiene con il gas di protezione, con i trailing shields, con delle barre porose di sostegno o effettuando le saldature in atmosfera inerte. Nella scelta dell’atmosfera protettiva è molto importante prestare attenzione al contenuto di umidità. Può essere usato infatti come gas di protezione solo argon con un contenuto di umidità molto basso. Come materiale d’apporto si possono impigare semplici fili di titanio appartenente allo stesso gruppo del materiale base. Non è sempre possibile prevenire il leggero indurimento del giunto, dovuto alla raccolta di piccole quantità di gas dell’atmosfera usata, così può essere consigliabile usare un semplice filo di titanio di un gruppo più basso (meno duro) di quello del materiale base. Nel caso in cui le saldature debbano essere effettuate tra due tipi di titanio con resistenze differenti, il materiale d’apporto deve essere scelto in base alle caratteristiche richieste al giunto: se la priorità riguarda la resistenza, si può usare un filo semplice di titanio di un gruppo superiore (più duro), e viceversa se la priorità riguarda la duttilità. E’ necessaria un’attenta preparazione della saldatura per ottenere risultati di buona qualità. Per evitare difetti di saldatura quali porosità, inclusioni o indurimenti localizzati, l’area della saldatura deve essere libera da ogni agente contaminante. A questo proposito si possono usare i metodi di scratch brushing, light grinding, pickling eseguito in una soluzione acquosa acida. Poiché anche il sudore umano può alterare la finitura della saldatura, è importante pulire ulteriormente i componenti subito prima dell’inizio del processo. Si possono saldare strisce di 2/2.5 mm in una sola passata. Con spessori maggiori sono necessarie due o più passate. Dopo ogni passata, l’area di saldatura ed il filo di materiale d’apporto devono essere pulite perfettamente. La qualità di una saldatura può essere in una certa misura valutata dalla sua colorazione. Colori dal giallo al blu indicano un leggero indurimento del giunto, che tuttavia è accettabile. Al contrario, colori sul blu scuro o strati di ossido grigi fanno pensare ad una protezione della saldatura non adeguata e quindi ad un infragilimento causato dall’ossigeno e/o dall’azoto. Per dare un indice, la durezza del giunto non deve superare quella del materiale base di più di 50 punti, altrimenti la saldatura deve considerarsi fragile e deve essere completamente rimossa.
Saldature per resistenza: in questo caso la protezione con gas inerte non è necessaria a causa della breve durata del ciclo di saldatura e la conducibilità relativamente bassa del titanio (sia elettrica che termica). Usando elettrodi standard a base di rame (ad esempio in lega Cu-Cr) con una testa piatta (raggio » 75 mm) si possono ottenere livelli di rigidezza al taglio molto alti unitamente a piccoli effetti sull’elettrodo, basse distorsioni e scarsa creazione di porosità. L’indurimento della zona di fusione, di oltre i 50 punti Vickers paragonato al metallo base, è da considerarsi assolutamente normale (non denota cioè un indebolimento delle caratteristiche meccaniche del giunto).
Saldatura per frizione: questo processo evita la formazione della fase liquida durante la saldatura. Ciò permette di evitare la formazione di difetti quali porosità, tarli, cricche, segregazione e formazione di grani grossolano. In campo aerospaziale la saldatura per frizione è utilizzata per fissare le palette sui compressori.
Saldature ad arco al plasma: questo processo è particolarmente indicato per la saldatura di piastre con spessori tra i 3 e i 20 mm. I vantaggi sulla tecnica TIG riguardano un livello di penetrazione più profondo, velocità di saldatura più elevate, saldature più strette e superfici finite più uniformi (sia sul lato di saldatura che sul root side).
Electron beam welding: un grandissimo vantaggio della EBW è la minore penetrazione del calore, che mantiene basse le deformazioni e gli sforzi. Questa tecnica è particolarmente adatta per saldare il titanio e può essere usata senza materiale d’apporto, per spessori anche fino a 100 mm. La vacuum EBW offre una serie di vantaggi aggiuntivi, quali una elevata velocità di saldatura, ottima riproducibilità anche per saldature complicate, ed è garanzia di ottima qualità. Con spessori maggiori di 10 mm le superfici da saldare devono essere caratterizzate da un parametro di rugosità Ra < 3.2 mm e nella fase di preparazione devono essere unite senza lasciare vuoti tra i componenti. Le saldature devono essere piane per permettere l’esecuzione dei controlli e per ottenere delle superfici senza intagli. Valori tipici per saldare con la EBW una lega TiAl6V4 con spessori compresi tra 4 e 22 mm a velocità di saldatura comprese tra 9 e 70 mm/s sono voltaggi di accelerazione degli elettroni di 110-150 kV e valori della corrente tra 20-55 mA. Le applicazioni della EBW nelle saldature del titanio nel campo dell’aviazione militare sono in continua espansione. In passato, già alcune componenti dell’ala dell’F-15 (lega Ti-6Al-4V) sono state saldate con questa tecnica dalla McDonnell Douglas (anni ’70), come i cassoni alari delle ali a geometria variabile dei velivoli Tornado e degli F-14 Tomcat. I progressi nei sistemi di controllo e nelle prestazioni dei computers per l’automazione del processo hanno contribuito in maniera sostanziale allo sviluppo delle saldature delle leghe di titanio attraverso la EBW. Le nuove tecnologie permettono di realizzare saldature in una sola passata lungo linee e superfici curve, persino con spessori variabili. Strutture critiche in titanio sono state saldate con la EBW sull’Eurofighter (attacchi delle ali e degli impennaggi sulla fusoliera) e sul Lockheed Martin-Boeing F-22 (prua della fusoliera). L’F-22 è il primo velivolo che presenta una fusoliera saldata. La recente applicazione di colate di titanio nell’F-22 ha dato luogo a problemi di saldatura che hanno ritardato l’inizio della produzione di almeno 5 mesi.
Saldatura per diffusione: questa tecnica è di particolare interesse per il titanio perché con questo materiale risulta molto più facile ottenere un giunto omogeneo allo stato solido che con altri. In più, la saldatura per diffusione, che può essere usata sia per sezioni lineari che per aree più grandi, permette di risparmiare materiale quando le parti debbano essere fresate o formate con una forgiatura. Il processo che si è dimostrato più vantaggioso per le leghe di titanio è il superplastic forming. Con questo processo è possibile saldare geometrie complesse in un solo passaggio. La SPF/DB è attualmente utilizzata dalla Rolls Royce per le palette del fan in titanio di motori commerciali. Anche la Pratt&Whitney sta cercando di applicare la tecnica per diffusione per la saldatura di palette in lega di titanio. In alcuni casi, la qualità ed il basso costo hanno fatto in modo che le saldature in titanio rimpiazzassero i rispettivi componenti strutturali rivettati in alluminio. Per esempio, un possibile miglioramento suggerito riguarda il pannello di porta della fusoliera. La fabbricazione tradizionale consiste in 16 parti tenute assieme da 500 rivetti. E’ stato proposto di rimpiazzare questo progetto con uno che prevede l’unione di due soli componenti, saldati interamente con la tecnica della saldatura per diffusione. Un altro esempio è il pannello di uscita per il British Aerospace Bae 125/800. L’applicazione della saldatura per diffusione ha ridotto il progetto originale in alluminio rivettato da 76 parti con 1000 rivetti a solo 14 parti con 90 rivetti. Il risparmio totale è stato del 30%. Un pannello di accesso in alluminio rivettato sull’ala dell’Airbus A310 e A320 è stato sostituito con titanio saldato per diffusione, ottenendo un risparmio in peso di più del 40%. Il successo della SPF/DB con il titanio ha stimolato molte ricerche, mirate a ripetere il successo anche con l’alluminio. La differenza fondamentale tra questi due materiali sta nel fatto che il titanio può dissolvere i suoi ossidi, mentre l’alluminio no. Il problema principale per cui questo processo ancora non viene generalmente impiegato per l’alluminio, infatti, sta nel fatto che gli ossidi residui all’interfaccia del giunto riducono drammaticamente la resistenza della saldatura.
Laser beam welding: come per le saldature EBW, questo processo ha il vantaggio di produrre piccole distorsioni e sforzi residui limitati. Inoltre risulta particolarmente vantaggioso per il titanio l’assenza di materiale d’apporto e l’uso del gas di protezione per evitare l’indurimento. Sono stati eseguiti diversi test sul titanio e le sue leghe per spessori fino a 12 mm usando sia il laser CO2 sia il laser Nd:YAG. Gli spessori e le dimensioni della saldatura possono essere bilanciati variando il livello di potenza del laser.
Un discorso a parte merita la saldatura del titanio con materiali di altre specie. Ciò comporta grandi difficoltà dovute all’infragilimento causato dalla formazione di fasi intermetalliche. Sono stati condotti numerosi test per saldare il titanio con il molibdeno, l’argento e il vanadio con il processo TIG senza l’uso di un materiale d’apporto; il risultato è stato la creazione di giunzioni di limitata duttilità. Saldare il titanio con l’acciaio è molto difficile a causa della bassa solubilità del ferro nella fase a del titanio alla temperatura ambiente: si formano le fasi intermetalliche TiFe e TiFe2, estremamente dure e fragili, che impediscono la produzione di saldature tecnicamente utilizzabili. Un modo di ottenere giunti duttili con acciaio e titanio è utilizzare degli strati intermedi di materiali che possono essere saldati sia col titanio che col vanadio: in questo modo si evita la formazione di fasi fragili. Uno di questi materiali è il vanadio, utilizzato nelle saldature per resistenza, per diffusione e EBW. Il niobio invece è adatto per le saldature rame-titanio, mentre l’argento è stato usato per la giunzione alluminio-titanio. Un’altra tecnica adatta alla saldatura del titanio con altri materiali è la saldatura per frizione anche se nella maggior parte dei casi essa comporta una perdita di resistenza.
Tutte le suddette metodologie di giunzione sono processi speciali, ristretti a particolari applicazioni per ragioni di costo o forma, e non sono state ancora utilizzate per la produzione di serie.
Guidati dal risparmio in termini di costi e peso, il progresso tecnologico si sta orientando verso la sostituzione di rivetti e ganci con le saldature. Nei velivoli commerciali, questo si traduce più spesso nel passaggio da componenti in alluminio rivettate a componenti in titanio saldate (poiché la saldatura per superplastic forming dell’alluminio è ancora in fase di sperimentazione). Nel prossimo futuro, gli aerei Airbus (A318 e A3xx) potranno usufruire di pannelli saldati con la LBW. In un futuro un po’ più lontano, le componenti strutturali degli aerei potranno essere saldate con la FSW, per la sua capacità di realizzare unioni tra le leghe di alluminio 2xxx e 7xxx. La saldatura ad arco al plasma con polarità variabile, invece, originariamente progettata per applicazioni spaziali, potrà essere utilizzata anche in campo aeronautico per la saldatura di componenti di diverso spessore in alluminio. Il crescente uso dei computer nel processo di EBW ha inoltre permesso di saldare le leghe di titanio per applicazioni impensabili in passato, come la fusoliera dell’F-22, ed è sicuramente pensabile che il suo impiego diventerà sempre più comune nell’aviazione militare.
4c. Gli acciai
Saldare gli acciai non è sempre possibile né facile. L’acciaio è un materiale molto importante dal punto di vista industriale, grazie alla sua versatilità e al suo basso costo di produzione, per cui ne sono state create molte varietà e non tutte risultano saldabili. Per la maggior parte degli acciai più comuni è possibile applicare i metodi tradizionali di saldatura senza problemi, invece per altre è stato necessario mettere a punto alcune tecnologie particolari. Per questo è importante valutare con molta attenzione i materiali e le condizioni di utilizzo prima di scegliere la tecnica più adatta. Gli acciai dolci (contenuto in carbonio < 0.25%) presentano una buona saldabilità, quindi possono essere saldati con relativa facilità con la maggior parte delle tecniche tradizionali. Poiché questo tipo di acciai non riesce a sviluppare ottime caratteristiche meccaniche con i trattamenti termomeccanici o di indurimento, attraverso la fusione o il riscaldamento provocati dal processo di saldatura tali caratteristiche non vengono sostanzialmente modificate. Il materiale d’apporto deve essere scelto con cura, poiché potrebbe interagire con l’acciaio e deteriorarne le proprietà. Nella maggior parte dei casi si raccomanda un trattamento di stress relieving dopo la saldatura.
Il concetto del Carbon Equivalent è stato sviluppato per ridurre alla valutazione di un numero l’influenza dei vari elementi in lega sulle difficoltà nel saldare gli acciai legati, semplificando il problema. Una delle formule empiriche comunemente usate è la seguente

Questa formula è stata studiata per dare in linea di massima un indice della saldabilità dell’acciaio: se il risultato è £ 0.40, non sono richiesti trattamenti pre saldatura; se risulta compreso tra 0.40 e 0.60, è richiesto un trattamento di preriscaldo. Se infine è maggiore di 0.60 bisogna procedere sia ad un preriscaldo che ad un trattamento termico post saldatura. E’ evidente che il problema viene semplificato in maniera eccessiva, poiché non si tiene minimante in conto l’effetto della geometria del giunto, del materiale d’apporto, del gradiente termico applicato, dello spessore ecc., che normalmente sono parametri fondamentali nel progetto del giunto.
In generale, gli acciai presentano una tendenza a formare cricche a freddo, per questo è molto importante, nelle saldature ad arco, l’impiego di elettrodi a basso contenuto di idrogeno. Nonostante gli acciai in generale possano essere saldati con qualsiasi tecnica, le tecniche ad arco sono quelle attualmente più usate perché, pur con i dovuti accorgimenti, risultano le più economiche e pratiche da realizzare, a parità di caratteristiche meccaniche del giunto finito. La scelta del materiale d’apporto è governata dal livello di resistenza di progetto che deve possedere il giunto. Come precauzione, per gli acciai induribili è sempre meglio effettuare un preriscaldo per diminuire la velocità di raffreddamento del giunto. In questo modo si riesce anche a ridurre lo sviluppo di martensite (generalmente più è alta la temperatura di preriscaldo, minore è la quantità di calore usata nella saldatura) e quindi a limitare la durezza, producendo giunti di qualità più alta.
Gli acciai inossidabili
Gli acciai inossidabili sono materiali estremamente importanti per le loro ottime caratteristiche meccaniche, l’elevata resistenza alla corrosione e la loro elevata temperatura di ossidazione. Tali proprietà derivano essenzialmente dagli elementi in lega, che sono principalmente cromo (tenore >10%) e nichel. Le varie tipologie di acciai inossidabili sono state raggruppate in quattro grandi classi, distinte, oltre dalle caratteristiche dl materiale, anche dalla loro saldabilità: austenitici, ferritici, martensitici e austenitici-ferritici (duplex). In base al loro contenuto in cromo e nichel, è possibile valutare il comportamento di questi materiali in base a delle curve, dette di Schaeffler.
Gli acciai austenitici non si induriscono nel raffreddamento, hanno una buona durezza di base e quindi non necessitano di trattamenti termici pre o post saldatura. Il loro maggior difetto è il rischio di fenomeni di criccabilità nella zona termicamente alterata, difetto che si origina soprattutto nelle zone completamente austenitiche. Nonostante la presenza di basse percentuali di ferrite sia benefica, la scelta del materiale d’apporto si dimostra fondamentale per evitare questo rischio.
Gli acciai ferritici non sono induribili, quindi si prestano bene alla saldatura per fusione. Il rischio maggiore in questo caso è associato alla formazione di grano grossolano nella zona termicamente alterata che indebolisce la durezza del giunto. Questo fenomeno è molto pericoloso perché può innescare la formazione di cricche, soprattutto nei materiali con elevato spessore. Una soluzione consiste nell’impiego di bassi apporti di calore, che impediscono ai grani di aumentare di volume, eventualmente abbinati all’uso di materiali d’apporto di tipo austenitico. Il preriscaldo invece non ha effetto sulla finezza della microstruttura ma solo sulla velocità di raffreddamento della zona termicamente alterata.
Gli acciai martensitici invece presentano, a differenza dei due tipi precedentemente illustrati, una zona termicamente alterata potenzialmente molto dura e perfettamente uniforme. Il problema principale in questo caso consiste nell’eccessivo indurimento della zona termicamente alterata stessa, che può portare a fenomeni di criccabilità per idrogeno. Una precauzione per evitare ciò consiste nell’impiego di un preriscaldo a circa 200-300°C (per materiali con spessori minori di 3 mm a basso contenuto in carbonio) o l’utilizzo di trattamenti termici post saldatura (650-750°C) per favorire la fuoriuscita dell’idrogeno: entrambi risultano benefici per spessori maggiori di 3 mm e percentuali di carbonio >0.1%.
Il problema principale degli acciai duplex, infine, consiste nel mantenere, durante la saldatura, il corretto bilancio tra austenite e ferrite. Tale bilancio è favorito, nel materiale base, dall’aggiunta di basse percentuali di azoto (0.1-0.3%). Per evitare il problema, è importante non utilizzare tecniche con un basso apporto di calore, ma si può anche effettuare un preriscaldo. Dal momento che l’azoto riveste una grande importanza nel mantenimento del bilancio tra le due fasi, è possibile fornirne, sempre in piccole quantità, con l’impiego di un materiale d’apporto o di un gas di protezione adatto.
Le tecniche
Saldatura per frizione: questa tecnica non dà molti problemi per la saldatura degli acciai e si presta anche a giunzioni tra materiali altrimenti di differenti specie che altrimenti non potrebbero venire saldati. Gli acciai al carbonio e basso legati possono essere saldati praticamente sotto ogni condizione. Acciai con un medio tenore in carbonio e quelli legati possono essere saldati per frizione, ma adottando particolari precauzioni a causa della loro tendenza all’indurimento. Gli acciai free machining non possono essere saldati con nessun processo, se non quando le caratteristiche meccaniche e soprattutto la resistenza a fatica non siano un risultato importante, a causa delle percentuali di zolfo e selenio, che interagiscono nel processo. La saldatura per frizione quindi è il processo che permette di ottenere le minori perdite in termini di proprietà meccaniche.
Saldatura per resistenza: la finitura delle superfici per questa tecnica è estremamente importante perché può influire sul flusso di corrente necessario per portare a termine la saldatura. Una cattiva finitura della superficie porta all’accumulo di scorie sugli elettrodi e quindi a saldature deboli. Nonostante ciò, la saldatura per resistenza per gli acciai a basso contenuto in carbonio può essere portata a termine anche se sulla superficie è presente un sottile strato di materiale resistente alla corrosione (zinco, alluminio, nichel, latta). Ogni eventuale strato di rivestimento realizzato in materiale non metallico invece deve essere rimosso. Le normative stabiliscono che l’elettrodo sia realizzato in rame o in materiale refrattario, in relazione al tipo di acciaio che deve essere saldato. I parametri di saldatura per ogni tipo di acciaio sono tabulati, come il preriscaldo, la pressione di forgiatura, e il riscaldamento post saldatura, la sequenza delle varie fasi e il tempo necessario per ognuna di esse: attraverso questi ultimi otteniamo un ottimo controllo sulle caratteristiche metallurgiche finali e sul cordone di saldatura e, se impiegati correttamente, è possibile anche risolvere i problemi associati alla saldatura degli acciai con un medio tenore di carbonio e degli acciai basso legati.
MIG/TIG: le tecniche ad arco sono ampiamente utilizzate per la saldatura degli acciai. La tecnologia più utilizzata attualmente è la MIG. Queste tecniche si prestano particolarmente per la saldatura degli acciai inossidabili marsenitici, in quanto riducono la formazione di cricche per idrogeno grazie alla schermatura ottenuta con il gas di protezione.
Saldatura ad arco sommerso: questa tecnica viene utilizzata per acciai non legati e a basso tenore in carbonio. La geometria e la grandezza del pezzo da saldare hanno una fondamentale importanza nel definire il successo del processo ed il suo costo, unitamente alla grandezza del filo usato, alla composizione del flux e alla velocità di avanzamento. La composizione del flux in particolare è importante per ridurre la formazione di cricche per idrogeno negli acciai inossidabili marsenitici (vengono preferiti flux essiccati).
Laser beam welding: gli acciai in generale non danno alcun problema di saldabilità con questa tecnica. Per quanto riguarda invece gli acciai inossidabili, bisogna distinguere le varie tipologie. Gli acciai austenitici in genere sono facilmente saldabili, ma possono dare qualche problema di criccabilità o porosità. Gli acciai marsenitici invece si induriscono molto facilmente, e sono soggetti a cricche a freddo. Questo problema può essere attenuato con un trattamento di preriscaldo. Nella saldatura degli acciai ferritici il problema maggiore consiste nell’aumento della grandezza del grano: nella LBW questo problema viene estremamente ridotto, poiché il ciclo termico che si svolge è molto più rapido. Infine, per quanto riguarda gli acciai duplex, il maggiore rischio è relativo alla formazione di porosità. Inoltre, è molto importante il ciclo termico che si svolge durante la saldatura per il mantenimento dell’equilibrio tra austenite e ferrite.
Saldatura per diffusione: nell’industria aerospaziale gli acciai inossidabili duplex (Fe-Cr-Ni) sono stati ampiamente impiegati, date le loro elevate caratteristiche meccaniche, la buona saldabilità, la migliore resistenza a corrosione e il costo più basso rispetto ad altri acciai austenitici e ferritici. Per saldare questi acciai, però, non è possibile usare le tradizionali tecniche di fusione, poiché ridurrebbero tali proprietà. Sfruttando invece la deformazione superplastica degli acciai duplex possiamo ridurre sensibilmente il valore dei carichi da applicare per rendere possibile la saldatura per diffusione. Si può pensare in particolare ad un processo che implichi due momenti: un primo momento, in cui i lembi vengono portati alla temperatura di superplasticità e viene applicato un precarico che ha la funzione di migliorare l’adesione delle superfici da saldare; un secondo momento in cui i lembi vengono raffreddati e avviene la diffusione atomica. Questo processo consente un minor consumo di energia e un minor degrado del materiale rispetto al procedimento inverso. Infine si può aggiungere un terzo momento, di “rifinitura”, per raffinare la microstruttura del pezzo finito. Nel campo aerospaziale la saldatura per diffusione è stata impiegata fino ad oggi solo per le leghe di titanio, in quanto per gli acciai non si erano ottenute caratteristiche meccaniche soddisfacenti: con il processo di superplastic forming invece il problema viene superato. Poiché la temperatura di superplasticità dell’acciaio duplex (900°C) è al di sopra della sua temperatura di fusione (880°C) il processo di diffusione classico è infatti impedito dalla necessità di applicare carichi troppo elevati, che portano ad una imperfetta diffusione con conseguente diminuzione delle caratteristiche meccaniche. Il metodo proposto in due stadi invece ha prodotto risultati nettamente migliori: le cricche, che comparivano nel metodo ad uno step, scompaiono, poiché l’area di contatto è più grande e la diffusione è facilitata; questo effetto si amplifica quando la deformazione superplastica intercorre all’inizio del processo. Per dare un indice dei miglioramenti in termini di proprietà meccaniche, la resistenza al taglio della saldatura aumenta di 132.2 MPa, rispetto alle resistenze che si ottenevano con il metodo ad uno step (circa 75 MPa).
4d. I compositi a matrice metallica (MMC)
I compositi a matrice metallica sono materiali di grande interesse dal punto di vista aerospaziale. Nonostante le loro grandi potenzialità, tuttavia, non hanno ancora raggiunto un vasto impiego in ambito industriale: ciò è dovuto essenzialmente agli elevati costi di produzione, che sono significativamente più alti delle leghe tradizionali, e alla difficoltà di lavorazione (in particolare di saldabilità) che essi comportano. L’attenzione maggiore è attualmente rivolta in particolare ai MMCs con matrice realizzata in alluminio o in sue leghe, nonostante ultimamente si stiano studiando anche compositi con matrice in lega di titanio o magnesio. La fibra preferita in tutti questi casi è composta da SiC; per i MMCs con matrice in lega di alluminio è molto usata anche la fibra in Al2O3 (allumina), B4C, TiC e boro puro. La grandezza delle fibre varia da produttore a produttore e secondo la lega usata, ma il diametro normalmente si aggira tra i 2 e i 20 mm. La frazione in volume delle fibre tipica per un MMC varia invece dal 10% al 70%.
Le tecniche per fusione
Tutti i processi che possono essere usati per l’alluminio generalmente sono adatti anche per i MMCs con matrice in alluminio, prendendo sempre nella dovuta considerazione le caratteristiche peculiari di ogni singolo composito. Nelle saldature per fusione si sono osservati i difetti tipici delle saldature dell’alluminio, come le cricche da solidificazione, nonostante talvolta possano essere attenuate dalla presenza della fibra. In particolare è importante ricordare che: il fuso ottenuto dall’MMC risulta più viscoso della matrice non rinforzata; possono avvenire il fenomeno della segregazione (nella solidificazione) e interazioni tra fibra e matrice; evoluzione di gas occlusi. Durante la fusione, la matrice viene scaldata ad una temperatura al di sopra del suo punto di fusione, ma a livello molecolare la struttura rimane integra. Di conseguenza, le particelle delle leghe di alluminio rinforzate hanno una viscosità maggiore, che rende difficile da ottenere il mescolamento del materiale base con quello d’apporto. Un modo per evitare ciò potrebbe consistere nell’aumentare ulteriormente la temperatura, ma questo porterebbe la matrice e le fibre ad interagire tra loro in maniera dannosa; il modo invece che comunemente si usa è impiegare delle fibre ricche in silicio, materiale che aumenta la fluidità del fuso. L’energia che sprigiona la reazione tra alluminio e silicio è regolata dalla seguente relazione

dove aSi è l’attività del Si nell’Al liquido, R la costante dei gas, T la temperatura assoluta. Da questa relazione si può vedere che l’energia sprigionata non diventa negativa se la temperatura si mantiene al di sotto dei 727°C (1000 K). E’ essenziale perciò che i MMCs con fibra SiC vengano saldati con il minimo riscaldamento necessario e con tempi di contatto ridotti tra Al e SiC (la relazione dipende sia dalla temperatura che dal tempo). L’aggiunta di silicio ha inoltre l’effetto positivo di attenuare in parte la formazione di Al4C3, un composto estremamente fragile che potrebbe conferire caratteristiche dannose al composito. Un altro problema che si riscontra nella saldatura dei MMCs si presenta quando proviamo ad utilizzare un processo che preveda l’uso di polveri metallurgiche (i fluxes). Se il contenuto di gas occlusi è troppo alto, alle temperature di fusione i gas (in particolare l’idrogeno) trapeleranno dalla soluzione solida lasciandosi dietro ampie zone criccate e porosità.
TIG: la maggior parte delle saldature TIG è stata effettuata su matrici in lega di alluminio serie 6xxx. Nel caso in esame, si è scelto di studiare il comportamento di una lega di alluminio 6061-T6, paragonata all’MMC corrispondente con fibra ricca in Mg (DURALCAN W6A.10A-T6), con l’uso di silicone come materiale d’apporto. Il Mg nella reazione fa in modo che le particelle Al2O3 non aumentino la loro viscosità e non si leghino tra loro in grani più grandi, producendo saldature trattabili termicamente. I risultati, positivi come si può osservare, sono riportati in tabella.

MIG: il processo MIG ha ricevuto le stesse attenzioni riservate alla saldatura TIG riguardo i MMCs. Confrontando queste due tecniche per la saldatura di un composito con matrice in alluminio e fibra in B4C, si è osservato che la tecnica TIG favorisce la formazione di porosità, e quindi risulta più problematica della tecnica MIG. Nel caso invece di accoppiamento Al-SiC è necessario procedere all’eliminazione dei gas dal composito prima della saldatura: anche in questo caso si genera il composto Al4C3 nella zona termicamente alterata, ma solo se la temperatura della saldatura supera i 727°C (già oltre la temperatura massima ammessa dalla reazione).
Electron beam welding: in letteratura si legge spesso che il rapido ciclo termico e il basso apporto di calore imposto dalla EBW favorisce la formazione del composto Al4C3, ma non ci sono prove fondate che ciò accada realmente: possiamo solo osservare che con la EBW questo composto si forma in maggiore quantità che con l’uso della LBW con la stessa potenza e velocità di avanzamento. Si è anche ipotizzato che usando velocità di avanzamento più elevate e fasci più sottili si potesse ridurre la formazione di Al4C3, ma non ci sono dati sperimentali che confermino ciò. Con questo processo sono stati saldati anche MMCs Al/B (solo per alcuni tipi di geometrie che non favoriscono l’eccessiva diffusione di calore nel fuso).
Laser beam welding: l’applicazione della LBW nei MMCs in matrice in alluminio è molto più semplice che nell’alluminio puro. Come per la EBW, infatti, il rapido svolgimento del ciclo termico porta dei benefici nel materiale base. La microstruttura dei giunti saldati con il laser CO2 e con il laser Nd:YAG risulta abbastanza simile, ma quella ottenuta con il laser Nd:YAG è un po’ più fine. Sono stati anche effettuati degli studi per evidenziare come la quantità di energia fornita influisse sulle trasformazioni fisico-chimiche, con particolare riguardo alla soluzione del SiC. Si è osservato che la reazione SiC-Al è proporzionale alla quantità di calore fornita, e che variando accuratamente anche la modalità di trasmissione del calore, i cambiamenti irreversibili che le particelle di SiC subiscono vengono limitati.
Saldatura per resistenza: questo processo è completamente inadatto alla saldatura di MMCs Al-B, perché i filamenti di fibra vengono completamente distrutti dalle elevate temperature raggiunte nella zona fusa se non si controlla accuratamente lo svolgimento del processo. Ciò comporta: cordone di saldatura altamente infragilito, ridotta rigidezza del giunto, bassa resistenza al taglio (per un numero di filamenti ridotto). D’altra parte, i prodotti della reazione all’interfaccia tra Al e B comportano un aumento della rigidezza assiale del composito. Nel caso di compositi Al- SiC, accade invece che le particelle di fibra vengono segregate alla periferia della zona fusa durante la solidificazione.
Saldatura ad arco al plasma: questo processo è stato utilizzato nei compositi con matrice in lega di alluminio e fibra in SiC, usando come materiale d’apporto dei compositi Al-Zr o Al-Ti, per mantenere una buona duttilità nella matrice ed eliminare la formazione del composto Al4C3.
Le tecniche di forgiatura e di saldatura allo stato solido
Poiché la fusione è sostanzialmente impedita, le tecniche di forgiatura e di saldatura allo stato solido riducono i problemi associati alle saldature per fusione già evidenziati precedentemente. Avendo scelto geometrie adatte al tipo di processo che si vuole utilizzare, si possono avere un certo numero di considerevoli vantaggi. Nonostante le temperature di unione siano più basse, gli sforzi associati con i processi di forgiatura e di saldatura per frizione sono elevati, mentre risultano intermedi per le tecniche di diffusion bonding grazie alla compressione delle superfici. In entrambi i casi però, essi risultano comunque più alti rispetto a quelli che si possono ottenere con l’utilizzo delle tecniche di saldatura per fusione, dove avvengono deformazioni molto più piccole nel materiale.
Solid state diffusion bonding: i carichi usati per questo tipo di materiali sono abbastanza bassi, a temperature dell’ordine di 325-500°C per sistemi con matrice in lega di alluminio. Anche in questo caso i tempi dipendono dai materiali da saldare e dalle temperature usate. Le superfici devono essere preparate in modo da ottenere finiture migliori di 0.4 mm CLA e devono risultare perfettamente pulite. La diffusion bonding dell’alluminio in particolare non è facile, a causa del tenace e stabile strato di ossido superficiale. Per i MMCs con matrice in lega di alluminio e fibra in SiC si sono prodotte unioni soddisfacenti, usando come materiale d’apporto Ag o Cu o nessun materiale. L’esame metallografico ha confermato la necessità di un controllo scrupoloso delle variabili del processo per evitare sia la formazione di zone particolarmente ricche di fibra che quella di zone particolarmente povere. Senza l’uso di materiali metallici d’apporto, sono richiesti elevati livelli di deformazione per raggiungere un adeguato livello di saldatura nei compositi, ma ciò porterebbe a danneggiare le fibre stesse. Le migliori saldature sono associate alle superfici lucidate elettricamente (electropolished), dove lo strato di allumina viene rotto e impresso nel materiale. Gli effetti del trattamento superficiale, dei parametri di saldatura, e del materiale d’apporto sulla resistenza ottenibile nelle saldature per diffusione è stato studiato nei MMCs Al-Al2O3. Sono stati usati diversi trattamenti superficiali, dall’electropolishing, al wire brushing (sfregamento per mezzo di un filo o di un tornio): i migliori risultati sono stati ottenuti con il primo metodo, il quale ha prodotto le migliori caratteristiche meccaniche, mentre i peggiori risultati si sono ottenuti con il wire brushing, dove si producono frammenti di allumina e polveri abrasive che impediscono una corretta diffusione nel processo. I valori di resistenza più alti sono invece stati ottenuti laddove le superfici presentavano la fuoriuscita di fibre spezzate (mediante la compressione con un altro materiale dello stesso tipo). Questo però comporta, se non si usano materiali d’apporto, la necessità di far avvenire durante il processo grandi deformazioni nel materiale. Materiali d’apporto sono necessari anche per la saldatura di MMCs con matrice in lega di alluminio 8090, materiale di grande interesse in campo aerospaziale. Si è osservato infatti che se non viene interposto alcuno strato intermedio si formano dei legami, oltre che tra particelle di matrice e di fibra o di matrice e matrice, anche tra fibre e fibre: a causa della natura inerte del materiale di cui esse sono costituite, queste strutture risultano deboli, riducendo la resistenza globale del giunto. Tale effetto può essere evitato attraverso l’inserimento di un materiale d’apporto, che, inoltre, ha il vantaggio di favorire la formazione di legami fibra-matrice e matrice-matrice. Come per la solid state diffusion bonding, anche la tecnica superplastic forming e diffusion bonding sono state impiegate con successo con la lega 8090 sempre per componenti di impiego aerospaziale.
Interfaccia di saldatura per diffusione fini
Transient liquid phase diffusion bonding: per i compositi in matrice metallica i materiali d’apporto che tipicamente vengono usati sono rame, zinco e argento. Questi metalli si sono distinti infatti già nelle saldature dell’alluminio puro per la loro capacità di aumentarne le caratteristiche di resistenza. A temperature al di sotto di quelle di fusione di argento e rame (rispettivamente 566°C e 548°C), ogni elemento tenderà a formare una fase eutettica con l’alluminio. Ad esempio, all’inizio dello stadio di diffusione, le concentrazioni a destra e a sinistra del punto di giunzione sono rispettivamente 100% Cu e 100% Al. Poiché la velocità di diffusione del rame nell’alluminio è circa 2000 volte superiore a quella dell’alluminio nel rame, si formeranno più zone di soluzione solida ricche in alluminio che non di ricche in rame. A processo ultimato, le percentuali di rame variano tra lo 0% e il 3.65%. Il trattamento di omogeneizzazione post saldatura può ridurre ulteriormente queste percentuali. Saldature di ottima qualità si sono ottenute ad esempio con il MMC DURALCAN W6A.15A. I materiali d’apporto che sono stati usati sono fogli di Ag, Cu, BAl Si-4. La saldatura è stata effettuata a temperature che oscillano tra i 582°C e la temperatura eutettica del sistema Al-(Ag, Cu o Si). Le rigidezze assiali subiscono un aumento di 340 MPa, con efficienze del giunto del 95% e duttilità minori dell’1%. La duttilità può essere aumentata ottimizzando la composizione dei materiali d’apporto, nonostante il problema principale sia la formazione di fasi fragili nelle leghe Al-Ag e Al-Cu.
Saldature per frizione: questo tipo di tecniche è molto usato per saldare i MMCs, in tutte le sue varianti. Ad esempio, la inertia friction welding ha mostrato i risultati più promettenti, poiché la rottura nei test di resistenza a trazione avviene sempre nella zona termicamente alterata (la più deformabile); la continous drive friction welding permette di raggiungere ottimi risultati con dei trattamenti post saldatura adatti a fortificare la zona termicamente alterata. Per questo tipo di saldature è stato costruito un modello che descrive la distribuzione di temperatura e l’evoluzione microstrutturale: tale modello permette di stimare con sufficiente approssimazione la durezza e la resistenza della zona termicamente alterata. Le caratteristiche meccaniche del giunto saldato possono inoltre essere aumentate con un trattamento post saldatura di annealing, rimovendo sostanzialmente la zona termicamente alterata per ottenere un incremento di resistenza.
Brasatura: questa tecnica, diversamente dalle saldature per fusione, non implica la fusione del materiale base, ma solo del materiale d’apporto, cosicché si possono evitare tutti i problemi derivanti dalle reazioni tra matrice e fibra, distruzione delle fibre, ecc. Possono essere saldati anche materiali di natura diversa e la distorsione termica risulta molto ridotta. Diversamente dalla transient liquid phase diffusion bonding, inoltre, la brasatura utilizza un materiale d’apporto a basso punto di fusione. Recenti studi hanno evidenziato come per la saldatura dei MMCs Al-SiC con alluminio come materiale d’apporto ci sia una temperatura ottimale di brasatura alla quale la rigidezza assiale viene massimizzata; al di sotto di tale temperatura il giunto si indebolisce, a causa delle reazioni tra Al e Si. Nel processo di brasatura il controllo della temperatura è quindi di fondamentale importanza.
Nonostante la maggior parte degli esempi riportati riguardi compositi con matrici in lega di alluminio i relativi risultati possono essere estesi anche a matrici realizzate con altri materiali. Nella scelta della tecnica di saldatura bisogna considerare diversi fattori, come la temperatura a cui avviene il processo, la geometria dei componenti o le caratteristiche meccaniche richieste. Le alte temperature associate alle tecniche per fusione possono causare problemi, ad esempio a causa di interazioni tra fibra e matrice, zone fuse che tendono a diventare viscose, o segregazione delle fibre; questo problema può essere evitato grazie alle tecniche ad elevata densità di energia (LBW ed EBW). Elementi leganti possono essere aggiunti alla zona fusa per eliminare le reazioni che avvengono tra fibra e matrice, per mantenere la fluidità del fuso, e per ridurre la segregazione delle particelle o la loro eccessiva crescita aumentando la solubilità delle particelle di fibra.
Le saldature più vantaggiose (come quelle per frizione) eliminano questi effetti negativi, ed inoltre riducono la quantità di gas occlusi; d’altra parte durante questo processo si osserva anche la rottura delle fibre all’interfaccia. La tecnica di saldatura per diffusione invece comporta la necessità di un materiale d’apporto.
Bisogna inoltre riconoscere il crescente ruolo che ultimamente stanno assumendo le giunzioni adesive. Questo metodo comporta il vantaggio di non sottoporre i materiali base ad alcun ciclo termico, ma bisogna ancora compiere delle ricerche per valutare la corretta preparazione che i materiali stessi devono subire per assicurare la durata nel tempo della giunzione. I prossimi sviluppi nel campo della saldatura dei MMCs includono un ulteriore sviluppo delle tecniche di brasatura, un migliore controllo dell’apporto termico per quanto riguarda le tecniche per fusione, oltre alla già citata tecnica adesiva.
Per concludere il discorso sui MMCs bisogna almeno accennare i particolari metodi che si impiegano per la valutazione delle caratteristiche della saldatura. Per questo tipo di materiali sono state infatti messe a punto delle tecniche non distruttive apposite, capaci di valutare la posizione delle matrici nelle fibre, la frazione in volume delle fibre e la distribuzione delle particelle di fibra nel composito. Gli esami che permettono di quantificare i difetti di saldatura sono in realtà ostacolati dalla presenza delle fibre, soprattutto quando si utilizza la tecnica ad ultrasuoni, i cui risultati possono essere confermati dall’analisi ai raggi X e dall’analisi metallografica. Specialmente la tecnica ai raggi X permette l’analisi dei campioni per intero, cosicché diventa più facile evidenziare macroporosità e cattivi orientamenti delle fibre. Le microporosità e le microcricche possono invece essere evidenziate più facilmente con un’analisi al microscopio acustico, che permette di avere una maggiore risoluzione.
4e. Il magnesio
Durante la saldatura o la lavorazione del magnesio bisogna sempre tenere a mente che questo materiale è molto suscettibile all’ossidazione e che, se non si pone attenzione ad evitarne l’accensione, può bruciare molto velocemente. Saldare il magnesio è molto facile, poiché il suo punto di fusione è più basso rispetto agli altri materiali citati fino ad ora. Tuttavia, è anche soggetto a deformazioni molto forti, a causa degli elevati coefficienti di conducibilità ed espansione termica. Bisognerà quindi adottare delle particolari precauzioni.
Poiché la sua caratteristica principale è la bassa densità, per aumentarne le caratteristiche meccaniche di solito il magnesio si trova, nelle applicazioni aerospaziali, in lega con altri elementi. Un aumento del contenuto di elementi in lega abbatte il punto di fusione, aumenta la tendenza alla formazione di cricche ma contiene la formazione di grano più grossolano.
L’alluminio è l’elemento legante che aumenta in maniera più sostanziale le caratteristiche del magnesio (tenori dal 2 al 10%). Aumenta la resistenza e la durezza, a spese della duttilità, senza modificare la saldabilità del magnesio e rendendolo anzi adatto ai trattamenti termici.
Le tecniche
Le tecniche di saldatura migliori per la saldatura del magnesio sono i processi per fusione in corrente continua con polarità inversa
MIG: è possibile utilizzare tutte e tre le modalità di trasferimento del metallo ma, poiché la modalità pulsed arc risulta molto più costosa, va usata solo se si riscontrano grandi impedimenti all’uso delle altre due. Come gas di protezione generalmente si preferisce l’argo, o le sue miscele con l’elio.
Bibliografia
Si ringrazia il CSM di Pomezia per aver fornito materiale fotografico e cartaceo riguardo i compositi a matrice metallica e la saldatura laser.
The thermal welding processes: Laser Welding, CTAS
Principali problemi di saldatura e controllo delle costruzioni metalliche, IIS
The influence of Si and Mg rich phase on the mechanical properties of 6061 Al-Matrix composites reinforced with Al2O3, Gomez de Salazar, M.I.Barrena
Joining of aluminium based metal matrix composites, Ellis, International Materials Review Vol. 41 No.2, 1996
Welding processes for aeronautics, P. Mendez, T.W.Eagar
Tecnologie tradizionali ed innovative per connessione liquido-liquido e per contatto solido-solido, prof. E. Ramous, Università di Padova
Advanced variable-polarity plasma arc welding, J.Mitchell, C.Pilcher
Dal sito della società TWI:
Diffusion bonding, Sue Dunkerton
Diffusion bonding on titanium alloys
Electron beam welding – Equipment
Electron beam welding – Materials aspects
Flash welding, S.Westgate
Friction stir welding – Applications
Friction stir welding – Materials and thicknesses
Friction stir welding – Process advantages
Friction stir welding – Superior quality
Friction stir welding at TWI
Furnace brazing, S. Dunkerton
The oxyacetylene process
Solid wire MIG welding
Submerged arc welding process
Tungsten inert gas (TIG or GTA) welding
Plasma welding
Titanium and titanium alloys
Weld defects/Imperfections in welds – lack of sidewall and inter-run fusion
Defects/imperfections in weld – porosity
Defects – solidification cracking
Defects – hydrogen cracks in steels – identification
Defects – lamellar tearing
Linear friction welding, P. Threadgill
Friction Welding techniques
Radial friction welding, P. Sketchley, P. Threadgill
Reduced pressure electron beam welding, K. Nightingale
Resistance spot welding
Rotary friction welding
Dal sito della società Deutsche Titan
Welding titanium and titanium alloys
Fonte: http://dma.ing.uniroma1.it/users/aerotec_c3/TECNICHE%20INNOVATIVE%20DI%20SALDATURA%20IN%20CAMPO%20AEROSPAZIALE%20-%202.doc
Autore: Claudio Scarponi ?
sito web http://dma.ing.uniroma1.it/users/aerotec_c3/
Universita' degli Studi di Roma "La Sapienza"
Saldatura mig tig a filo a arco a stagno
Visita la nostra pagina principale
Saldatura mig tig a filo a arco a stagno
Termini d' uso e privacy