Verniciare
Verniciare
Lo scopo primario di tale operazione a discapito di quello che si potrebbe pensare é di garantire una adeguata protezione al substrato dagli agenti atmosferici. Pertanto qualsiasi telaio in acciaio dovrà essere verniciato, per limitarne la corrosione, processo termodinamicamente e cineticamente favorito. D' altro canto é un processo a cui difficilmente può sottrarsi, se non altro perché non tutte le parti possono essere raggiunte da questo processo di protezione.Per esempio, la parte interna delle tubazioni che compongono il telaio stesso ,non potranno mai essere raggiunte tramite verniciatura.
A tali problematiche si sottrae decisamente il titanio, la cui ossidazione é impedita da motivi cinetici. Infatti si viene a formare una patina di ossido ricoprente stabile, non poroso, aderente che protegge il substrato da ulteriori processi degradativi. Nulla esclude comunque la possibilità di verniciare un telaio di titanio. Ma allora rientriamo nel secondo obbiettivo della verniciatura, l' estetica in questo caso fine a se stessa e con un costano da pagare che , oltre a quello economico, consiste in qualche decina di grammi in più ...
 Numerose sono le tecnologie atte per realizzare tali obbiettivi, nonché i propedeutici processi di preparazione e pulizia del telaio. E' interessante notare come in ogni caso il processo non sia robotizzato, basti pensare all' applicazione manuale di calcomanie, non solo permanenti, ma anche di carattere temporaneo come "negativo (maschera)" dell' immagine o scritta che si vuole imprimere su telaio . Ricordiamo che la verniciatura può essere anche eseguita nuovamente rivolgendosi presso aziende specializzate. In questo caso il procedimento é preceduto a monte dalla rimozione della precedente verniciatura, realizzato normalmente tramite bead blasting (sinonimo di shot peening). Si tratta tra l' altro di un trattamento di finitura superficiale applicato frequentemente nella industria ciclistica su manubri e canotti reggisella, e che palesa come effetto meccanico un certo indurimento. Questo esempio per spiegare che non necessariamente assemblamento del telaio e verniciatura sono realizzate nello stesso stabilimento , e neppure dallo stesso produttore.
Numerose sono le tecnologie atte per realizzare tali obbiettivi, nonché i propedeutici processi di preparazione e pulizia del telaio. E' interessante notare come in ogni caso il processo non sia robotizzato, basti pensare all' applicazione manuale di calcomanie, non solo permanenti, ma anche di carattere temporaneo come "negativo (maschera)" dell' immagine o scritta che si vuole imprimere su telaio . Ricordiamo che la verniciatura può essere anche eseguita nuovamente rivolgendosi presso aziende specializzate. In questo caso il procedimento é preceduto a monte dalla rimozione della precedente verniciatura, realizzato normalmente tramite bead blasting (sinonimo di shot peening). Si tratta tra l' altro di un trattamento di finitura superficiale applicato frequentemente nella industria ciclistica su manubri e canotti reggisella, e che palesa come effetto meccanico un certo indurimento. Questo esempio per spiegare che non necessariamente assemblamento del telaio e verniciatura sono realizzate nello stesso stabilimento , e neppure dallo stesso produttore.
5.1 Tecnologie
|
Elettrocolorazione
|
||||||||||||||
|
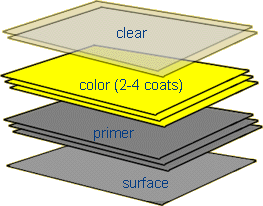
Verniciatura a polvereIl principio di funzionamento del processo di verniciatura è molto semplice. Una polvere, caricata elettrostaticamente mediante una pistola, viene spruzzata manualmente sul telaio. La nuvola di polvere avvolge il pezzo da verniciare, che è posto elettricamente a terra, ricoprendolo completamente ed uniformemente. Essendo eccessiva la frazione di polvere che cade a terra, si procede al suo recupero dopo un certo intervallo di tempo. Solo così si raggiungono rendimenti (a detta del produttore) del 95%. Segue essiccazione in forno a temperatura di cura. |









Pretrattamenti
Sgrassaggio e decapaggio e successiva asciugatura sono tappe fondamentali nella realizzazione di una buona verniciatura.
 |
Con lo sgrassaggio si intende rimuovere qualsiasi forma di sporco, dall' unto alla polvere presenti in superficie. Si utilizzano solventi organici ma anche saponi ed ultrasuoni. |
|
Con il decapaggio si rimuovono eventuali ossidi. Generalmente é di tipo acido, ma per l' alluminio può essere di tipo alcalino. |

Ad essi seguono lavaggio con acqua demineralizzata ed asciugatura. Possono essere presenti trattamenti superficiali per promuovere la successiva adesione meccanica della vernice quali cromatazione (in disuso) e fosfatazione. Da evitare la sabbiatura secondo Bianchi sulle 7xxx.
http://www.ing.unitn.it/~colombo/telai/word/5%20Verniciare.doc
Verniciare
Come verniciare la vertoresina
- Lavare il pezzo passando uno straccio imbevuto con diluente nitro o meglio antisilicone facendolo seguire, prima che asciughi da uno straccio pulito che aasorba il diluente lasciato dal primo straccio, quest'operazione serve per eliminare tutte le tracce della cera al silicone utilizzata per premettere l'estrazione dallo stampo.
- Dare una mano di fondo aggrappante per materiali plastici (va bene quello che si usa per preparare alla verniciatura i paraurti delle atuovetture è venduto anche in bombolette spry) il mio carrozziere usa : Fondo poliestere a spuzzo MAX MEYER “PLASTOMAX”
- Procedere alla stuccatura delle piccole cavità presenti sulla superficie da verniciare utilizzando normale stucco per carrozzeria o meglio ancora stucco per vetroresina.
- Una volta essiccato lo stucco lisciare la superficie cominciando con carta vetrata e grana grossa (80) senza esagerare e poi con carta a grana più fine tipo (120-200).
- A questo punto si mettono in evidenza eventuali piccole imperfezioni ancora presenti, se ci sono procedere ad una seconda stuccatura e poi levigare con carta vetrata grana (120-200 anche 400)
- Un ulteriore passata di antisilicone non è strettamente necessaria ma consigliabile, il silicone è un brutto nemico da sconfiggere! :-)
- Dare una mano di fondo il mio carrozziere usa : Fondo riempitivo isolante MAX MEYER “MULTIGREY FILLER”
- Procedere alla verniciatura in tinta con il colore dela tua moto o del colore che preferisci (il codice colore della moto è situato in un adesivo solitamente posto sotto la sella attenzione controllare sempre la corrispondenza del colore prima di procedere alla verniciatura a volte si possono verificare degli errori cromatici dovuti ai codici relativi a marche differenti di vernice).
- Se necessario procedere con una mano di trasparente (dipende dal tipo di vernice che hai usato al passaggio precedente)
nel caso tu voglia mettere adesivi (permanenti) e vuoi evitare che ai loro bordi si accumuli sporco come spesso accade puoi attaccarli prima di dare il trasparente in modo che diventino un tutt'uno con la verniciatura, ma poi non potranno più essere rimossi.
In caso di scolature!
Se si verificano prima di aver dato il trasparente aspetta che si asciughino mooooolto bene poi eliminale agendo delicatamente con carta vetrata molto fine (300-400) poi dai il trasparente.
Se accade dando il trasparente le elimini con carta vetrata (400-800) poi o dai un'altra mano di trasparente (attento a non scolare di nuovo! :-) ) oppure lucida la parte con pasta abrasiva.
Consiglio di verniciatura:
Posizionare il pezzo a penzoloni e di dare le passate in senso verticale e mai incrociare così si evitano le colature, non avere fretta di raggiungere il risultato finale, meglio aspettare un poco tra una passata e l'altra
---- BUON LAVORO -----
Fonte: http://vtracing.altervista.org/vtracing/Verniciatura.doc
Verniciare
Visita la nostra pagina principale
Verniciare
Termini d' uso e privacy