Quotatura disegno tecnico
Quotatura disegno tecnico
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
Quotatura
(Rev. 10/2008)
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico.
La quotatura deve quindi definire in modo corretto la forma geometrica del pezzo in tutti i suoi dettagli.
Dal momento che il disegno viene eseguito in scala, parrebbe logico rilevare direttamente le dimensioni dal disegno, anziché scrivere le quote, ma ciò non avviene, se non in casi particolari.
La quotatura è infatti obbligatoria e necessaria in un disegno per le seguenti ragioni:
1) facilità di lettura delle quote scritte rispetto al rilievo diretto;
2) impossibilità di rilevare dal disegno dimensioni inferiori al millimetro o decimali;
3) possibile alterazione delle dimensioni nelle riproduzioni e copie.
Le quote sono indispensabili all'esecutore che deve conoscere senza incertezze le lunghezze, le altezze, le profondità, la posizione relativa delle varie parti, la distanza degli assi e i diametri dei fori, e altri dati caratteristici dell’oggetto.
Come si vedrà in seguito sarà inoltre importante conoscere l’entità degli errori che sono ammessi nell’esecuzione attraverso l’uso delle tolleranze,poiché è praticamente impossibile che le dimensioni realizzate siano esatte in senso assoluto.
Criteri di indicazione delle quote
La quotatura è parte integrante del disegno e deve essere eseguita osservando le convenzioni e le norme UNI.
La quotatura è ottenuta con i seguenti elementi (fig. 1):
- le linee di riferimento, che indicano gli elementi, punti, rette, piani, ecc. di cui si vuole precisare la distanza o quota e vengono tracciate con linee continue fini (tipo 01.1);
- le linee di misura, segmenti rettilinei o archi di circonferenza che rappresentano la distanza o quota che si vuole precisare, tracciata anch'essa con linee continue fini;
- le frecce, che indicano gli estremi delle linee di misura;
- la parte numerica, o quota, che indica il valore della misura che si vuole precisare.
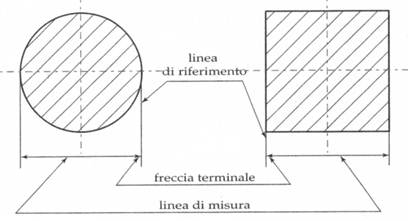
Figura 1 – Gli elementi della quotatura
Linee di riferimento
Le linee di riferimento hanno origine dal punto o dalla linea a cui si riferisce la dimensione e vengono tracciate fino a sopravanzare un poco la linea di misura. Questa sporgenza conviene che sia uniforme, e non maggiore di 2 mm (fig. 2).
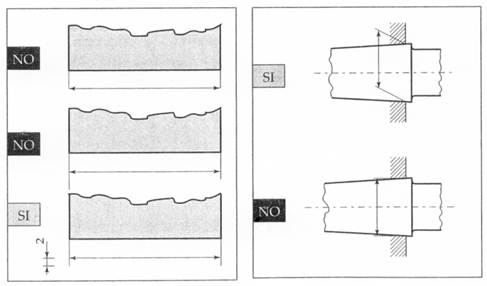
Figura 2 Figura 3
Figura 2 – Le linee di riferimento devono sporgere uniformemente di circa 2 mm
Figura 3 – Linee di riferimento parallele e inclinate da usare in casi particolari
Le linee di riferimento hanno direzione perpendicolare alla dimensione da misurare. Eccezionalmente, soltanto quando la chiarezza del disegno lo richieda, si ricorre a linee di riferimento oblique (fig. 3).
Assi di simmetria, tracce di piani e linee di contorno del pezzo possono essere usate come linee di riferimento (fig. 4).
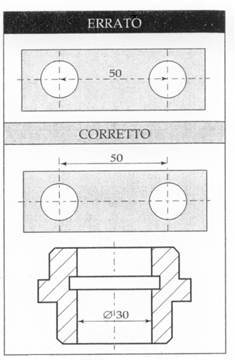
Figura 4 – E’ consentito l’uso di assi di simmetria e di linee di contorno esterno come linee di riferimento
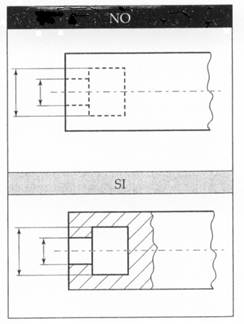 Di norma non si fa riferimento a spigoli e parti nascoste del pezzo, disegnate cioè con linea a tratti: si preferisce sezionare il pezzo in modo che tali parti risultino in vista nella sezione (fig. 5).
Di norma non si fa riferimento a spigoli e parti nascoste del pezzo, disegnate cioè con linea a tratti: si preferisce sezionare il pezzo in modo che tali parti risultino in vista nella sezione (fig. 5).
Figura 5 – Le quote non devono essere riferite a elementi non in vista
Le intersezioni fittizie dei pezzi raccordati o smussati si possono mettere in evidenza prolungando le due linee di contorno concorrenti, mediante linee continue fini che proseguono un poco oltre l’incrocio virtuale (fig. 6), oppure anche mettendo in evidenza l’intersezione con un punto.
Infine, per quanto possibile, le linee di riferimento non devono attraversare le linee di contorno (fig. 7).
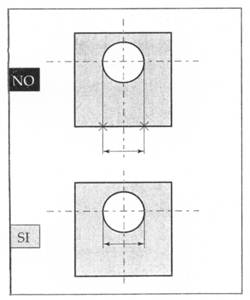
Fig. 6 Fig. 7
Figura 6 – Nei casi di smussi o raccordi, il riferimento si determina prolungando le linee di contorno
Figura 7 – Bisogna evitare, per quanto possibile, che le linee di riferimento attraversino delle linee del disegno
Linee di misura
Le linee di misura sono di norma parallele alla dimensione da quotare e perpendicolari alle linee di riferimento. Assi, tracce di piani o linee di contorno del pezzo non possono essere utilizzate come linee di misura (fig. 8).
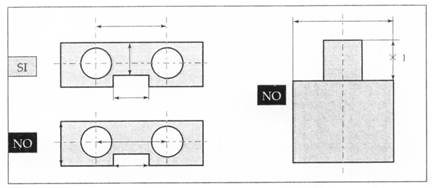
Figura 8 – Le linee di contorno con il loro prolungamento e gli assi non possono essere usati come linee di misura
Le linee di misura di preferenza devono essere messe all’esterno delle viste e delle sezioni. Solo quando si vuole evitare che le linee di riferimento attraversino il disegno per lunghi tratti o taglino troppe altre linee, si possono mettere le linee di misura all’interno del pezzo; in questo caso, per ragioni di chiarezza, è opportuno cancellare parte delle linee di sezione per rendere la quota più leggibile (fig. 9).
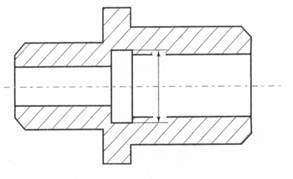 Figura 9 – Le linee di misura non devono attraversare le zone del disegno tratteggiate. Quando non se ne può fare a meno, per ragioni di chiarezza è consigliabile cancellare parte delle linee nella sezione.
Figura 9 – Le linee di misura non devono attraversare le zone del disegno tratteggiate. Quando non se ne può fare a meno, per ragioni di chiarezza è consigliabile cancellare parte delle linee nella sezione.
Si noti che il prolungamento delle linee di riferimento per disporre la quota fuori dal pezzo (secondo le regole) provocherebbe confusione, in quanto, nel caso del pezzo rappresentato in figura, potrebbero essere scambiate con un’indicazione di filettatura (cfr. Cap. 13)
 Si deve evitare l’incrocio delle linee di misura tra loro e con le linee di riferimento: si dispongono perciò le linee di misura minori più vicine al contorno e quelle maggiori man mano più lontane (fig. 10).
Si deve evitare l’incrocio delle linee di misura tra loro e con le linee di riferimento: si dispongono perciò le linee di misura minori più vicine al contorno e quelle maggiori man mano più lontane (fig. 10).
Figura 10 – Evitare le intersezioni di linee di misura con linee di riferimento
Le linee devono essere sufficientemente distanti dal contorno in modo da lasciare in evidenza la rappresentazione del pezzo, e poi distanziate tra loro in modo uniforme, affinché la lettura delle quote sia facilitata (fig. 11).
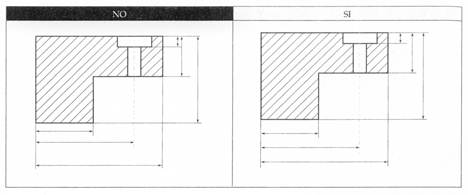
Figura 11 – Distanziare in modo uniforme le linee di misura dai contorni
La disposizione ordinata delle linee di misura rende più chiara l’interpretazione; se il pezzo è semisezionato, ad esempio, si cerca di mettere da una parte le linee che si riferiscono alle dimensioni interne e dall’altra parte quelle relative alle dimensioni esterne (fig. 12).
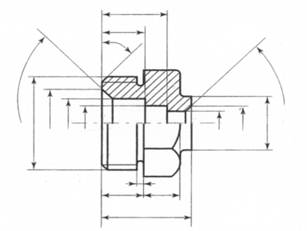
Figura 12 – Disposizione ordinata delle quote relative al profilo esterno e all’interno in un pezzo semisezionato
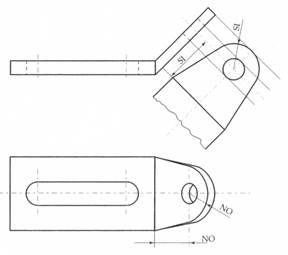
Le linee di misura devono essere parallele alla dimensione alla quale si riferiscono, in modo da risultare della stessa lunghezza. Non si mettono quindi linee di misura relative a parti del pezzo viste di scorcio, cioè non parallele al piano del disegno: queste parti verranno quotate in un'altra vista o sezione, nella quale non risultino più di scorcio (fig. 13).
Figura 13 – Nei pezzi con superfici inclinate non bisogna mai quotare le viste in cui il pezzo appare di scorcio: ricorrere alla quotatura nelle viste ausiliarie
Quando
si ha un pezzo simmetrico e rappresentato solo fino all’asse di simmetria, è ammesso tracciare parzialmente anche le linee di misura interrompendole poco oltre l’asse stesso (fig. 14). Anche nel caso di numerose linee di misura sullo stesso pezzo, esse possono essere interrotte alternativamente da una parte o dall’altra poco oltre l’asse di simmetria (fig. 15).

Fig. 14 Fig. 15
Figura 14 – Nei pezzi rappresentati parzialmente e simmetrici, le linee di misura si interrompono oltre la traccia del piano o l’asse di simmetria
Figura 15 – Se le linee di misura sono numerose, possono essere incomplete o sfalsate
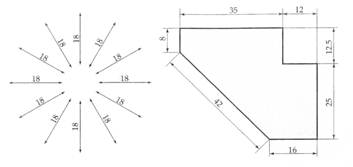
Per quanto possibile non si devono disporre linee di misura con direzione obliqua compresa nel campo di 30° tratteggiato in figura 16, perché ciò renderebbe scomoda la lettura delle quote.
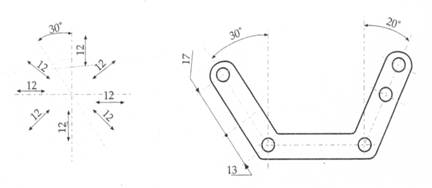
Figura 16 – Evitare di quotare nel campo di 30° indicato nella figura a sinistra. Quando non se ne può fare a meno, si può usare il metodo indicato nella figura di destra
Fonte: ftp://ftp.aula.dimet.unige.it/squarzoni/DTN1%202008.09%20-%20Cap.%2006%20Quotatura.doc
sito web: www.unige.it
Autore del testo: non indicato nel documento di origine (Squarzoni ?)
Ingegneria e tecnologia
- Acciai da cementazione
- Acciai speciali
- Acciaio termini tecnici
- Auto e moto
- Auto elettriche
- Automobili terminologia
- Calcestruzzo materiali per costruzioni
- Caratteristiche materiali tipi di durezza
- Carrucola
- Cavi elettrici
- Centrali elettriche
- Cinghie trapezoidali
- Classificazione delle turbine a gas
- Coefficienti di attrito
- Combustione e gas di scarico
- Come funziona la lavatrice
- Comportamenti fisico meccanici del legno
- Condensatori
- Conduttori semiconduttori ed isolanti
- Controlli a ultrasuoni
- Controlli tecnologici
- Convertitori di energia
- Corrente elettrica
- Corrosione dei metalli
- Cuscinetti
- Dinamometro
- Diodi funzionamento e tipi di diodi
- Disegno al computer pc parte 1
- Disegno al computer pc parte 2
- Disegno al computer pc parte 3
- Disegno al computer pc parte 4
- Disegno al computer pc parte 5
- Disegno assonometria e prospettiva
- Disegno assonometria cavaliera
- Disegno assonometrie e prospettive
- Disegno assonometria cavaliera isometrica e monometrica
- Disegno coni circolari e loro sezioni
- Disegno sezioni
- Disegno tecnico
- Disegno tecnico geometria piana figure piane
- Dizionario termini tecnici in 5 lingue
- Durezza Brinell metalli descrizione prova
- Durezza Rockwell C e B descrizione
- Durezza Vickers definizione e formule
- Elettroscopio
- Elettrotecnica ammettenza elettrica
- Elettrotecnica bipoli fondamentali
- Elettrotecnica campo elettrico
- Elettrotecnica campo elettrico nei corpi conduttori
- Elettrotecnica campo magnetico
- Elettrotecnica circuiti magnetici, legge di Hopkinson
- Elettrotecnica coefficiente di mutuo accoppiamento
- Elettrotecnica comportamento elettrostatico dei corpi
- Elettrotecnica condensatore elettrico
- Elettrotecnica condensatori
- Elettrotecnica di base
- Elettrotecnica energia nel campo elettrico
- Elettrotecnica esercizi circuiti elettromagnetici
- Elettrotecnica forze attrattive tra le armature
- Elettrotecnica forze elettrodinamiche
- Elettrotecnica forze elettromagnetiche
- Elettrotecnica forza portante di un elettromagnete
- Elettrotecnica grandezze elettriche
- Elettrotecnica grandezze alternate sinusoidali
- Elettrotecnica impedenza elettrica, triangolo delle potenze
- Elettrotecnica induttanza elettrica di un circuito
- Elettrotecnica induzione elettrostatica
- Elettrotecnica induzione magnetica, permeabilità magnetica
- Elettrotecnica legge di Coulomb
- Elettrotecnica legge generale induzione elettromagnetica
- Elettrotecnica legge di Ohm per i conduttori filiformi
- Elettrotecnica manuale
- Elettrotecnica materiali ferromagnetici
- Elettrotecnica misura Volt / Amperometrica resistenza
- Elettrotecnica perdite di potenza materiali ferromagnetici
- Elettrotecnica polarizzazione dei dielettrici rigidità dielettrica
- Elettrotecnica primo e secondo principio di Kirchhoff
- Elettrotecnica resistenze in serie o parallelo
- Elettrotecnica reti elettriche in corrente continua e alternata
- Elettrotecnica risonanza
- Elettrotecnica significato unità di misura nel magnetismo
- Elettrotecnica tensione magnetica
- Elettrotecnica teorema di Gauss
- Elettrotecnica transitorio di carica e scarica nei condensatori
- Elettrotecnica wattmetro
- Energia glossario
- Energia appunti
- Energia definizione e utilizzi
- Energia eolica definizione vantaggi e svantaggi
- Energia fotovoltaica impianto fotovoltaico
- Energia nucleare e inquinamento radioattivo
- Energia solare
- Energia solare irraggiamento solare
- Energie rinnovabili
- Fibre ottiche
- Filettature
- Filettature gas
- Filettature metriche ISO
- Forze e movimento
- Freni ingegneria costruzione macchine
- Fresatura e fresatrici
- Frigoriferi funzionamento
- Funi metalliche
- Funzionamento motore
- Glossario comunicazioni e elettronica 1
- Glossario comunicazioni e elettronica 2
- Glossario comunicazioni e elettronica 3
- Glossario dei metalli
- Glossario della carta
- Glossario disegno
- Glossario elettrodomestici
- Glossario elettrotecnica dalla lettera A alla C
- Glossario elettrotecnica dalla lettera D alla G
- Glossario elettrotecnica dalla lettera I alla N
- Glossario elettrotecnica dalla lettera O alla Z
- Glossario idraulica
- Glossario imballaggio
- Glossario ingegneria meccanica
- Glossario materiali
- Glossario metrologia
- Glossario movimentazione e trasporti
- Glossario nautica
- Glossario stampaggio materie plastiche e elastomeri
- Glossario tecnico industriale
- Glossario termotecnica
- Glossario vetro e ceramica
- Guglielmo Marconi biografia e invenzioni
- Idraulica formulario
- Il motore
- Illuminazione terminologia
- Imballaggi in plastica
- Influenza della temperatura nei materiali
- Ingegneria del software
- Interpretazione macroscopica della legge di Ohm
- Laterizi materiali per costruzioni
- Lavorazione dei metalli
- Lavorazioni da banco in attrezzeria
- Legge di Coulomb
- Legge di Ohm formule
- Legge di ohm generalizzata
- Leghe del ferro ghisa e acciaio
- Leghe di alluminio leghe leggere
- Liofilizzazione siginficato e liofilizzazione industriale
- Logica appunti
- Macchine asincrone
- Macchine utensili
- Malte materiali per costruzioni
- Materiali argilla
- Materiali C40 e Fe37 caratteristiche
- Materiali ceramici
- Materiali isolanti e termoisolanti
- Materiali metallici
- Materie plastiche
- Metodi di misura fluidodinamici
- Metalli
- Metalli e leghe
- Metrologia meccanica
- Microonde dispositivi a microonde allo stato solido
- Misure teoria
- Modulo elastico E dei materiali
- Motore a collettore elettronico e motore piezoelettrico
- Motore a scoppio fasi e funzionamento
- Motore asincrono trifase
- Motori a corrente continua
- Motori diesel
- Motori passo passo stepper motor
- Norme per il disegno tecnico
- Norme tecniche e qualità
- Oscilloscopio
- Ottoni caratteristiche
- Pannelli solari fotovoltaici e termici
- Perdite di carico
- Pompe
- Pompe volumetriche rotative e centrifughe
- Prodotti vernicianti
- Progettare con gli adesivi
- Proiezioni ortogonali proiezioni ortografiche
- Prototipazione rapida
- Quality 5s principles and concept
- Quotatura disegno tecnico
- Radar
- Rame e le sue leghe
- Reologia dei fluidi significato
- Rettificatrici
- Ruote dentate
- Saldatura a filo elettrodo in gas protettivo MIG e MAG
- Saldatura ad arco elettrico
- Saldatura brasatura
- Saldatura con elettrodo infusibile in gas protettivo TIG
- Saldatura laser
- Saldatura mig tig a filo a arco a stagno
- Saldatura ossiacetilenica
- Sensori
- Sistema di misura internazionale
- Sollecitazioni sforzi materiali
- Storia e lo studio della misura
- Strutture in acciaio
- Strutture portanti
- Tecnologia dei pannelli fotovoltaici
- Tecnologia e tecnica definizioni e esempi
- Tecnologia led e lampade a led
- Tecnologia meccanica
- Technology radio definitions and acronyms (eng version)
- Telefono cellulare
- Teodolite e misura di angoli
- Termini tecnici in italiano inglese
- Termocoppie
- Termodinamica
- Termodinamica appunti e trasformazioni termodinamiche
- Termotecnica
- Test elettrotecnica
- Test meccanica
- Thyristori SCR UJT GTO
- Thomas Savery
- Tolleranze dimensionali
- Tolleranze e filettature
- Tolleranze geometriche
- Tornitura e torni
- Trapani
- Trapani e punte da trapano
- Trasduttori - sensori
- Trasduttori e dispositivi di misura
- Trasmissioni a catena
- Trattamenti galvanici dei metalli
- Trattamenti termici e prove meccaniche
- Ultrasuoni
- Utensili da taglio usura durata e materiali
- Verniciare
- Vetro e vetri
- Viti filettature bulloneria
- What is Kaizen
- What is quality management
Frecce
Le linee di misura terminano con le frecce che devono avere la forma indicata in figura 17, costituite da due tratti formanti tra di loro un angolo compreso tra 15° e 90° e dimensioni proporzionate alla grossezza delle linee e alle dimensioni del disegno (fig. 18). La freccia può essere aperta o chiusa: in quest’ultimo caso può essere annerita o meno.
Le frecce terminali devono essere disposte internamente alle linee di riferimento (fig. 19a), a meno che non vi sia spazio sufficiente per disegnarle. In questo caso possono essere messe all’esterno della linea di misura (fig. 19b), con la quota (cfr. paragrafo successivo) eventualmente anch’essa esterna (fig. 19c).
Se devono essere messe quote adiacenti e lo spazio è ristretto, le frecce possono essere sostituite con un trattino inclinato di 45° rispetto alla linea di misura (fig. 19d). Questo tipo di indicazione può essere sempre usato in sostituzione delle frecce.
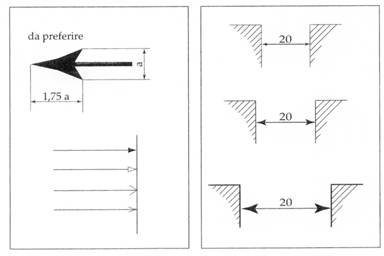
Fig. 17 Fig. 18
Figura 17 – Tipi di fecce da usare nei disegni. In uno stesso disegno devono comparire frecce disegnate nello stesso modo
Figura 18 – Le frecce devono avere una grandezza proporzionale alla scala del disegno

Figura 19 – Diversi modi di posizionare le frecce: (a) modo normale, (b) frecce esterne e testo interno, (c) frecce e quota esterni, (d) frecce esterne e quote riportate al di sopra della linea di misura con un breve tratto di richiamo
Quote
Per quotasi intende in pratica il valore numerico di una dimensioneespresso in una unità di misura prestabilita. Secondo le norme, invece, “quota” è l’insieme del valore numerico con la linea di misura ed i relativi riferimenti.
Nei disegni meccanici le quote lineari devono essere espresse in millimetri e questa unità di misura, essendo sottintesa, non viene mai indicata. Eventuali unità di misura diverse devono essere indicate dopo il valore numerico. Le quote angolari vengono espresse in gradi sessagesimali.
Le quote sul disegno indicano le misure reali, indipendentemente dalla scala di rappresentazione.
Le quote devono essere scritte molto chiaramente, con dimensioni sufficienti per assicurare una buona leggibilità. Inoltre, in funzione dei formati di disegno utilizzati, devono essere rispettate le altezze minime dei caratteri riportate in tabella 1.
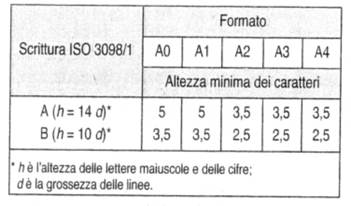
Tabella 1 – Altezze minime dei caratteri in funzione dei formati utilizzati
Nessuna linea deve coprire o attraversare il gruppo di cifre e/o lettere che costituiscono la quota (fig. 20a). Se la linea di misura è attraversata da un asse questo deve essere interrotto e se ciò non è possibile conviene scrivere la quota tutta a destra o a sinistra dell’asse stesso (fig. 20b). In mancanza di spazio, la quota può essere posta esternamente alla linea di riferimento, possibilmente a destra (fig. 20c).
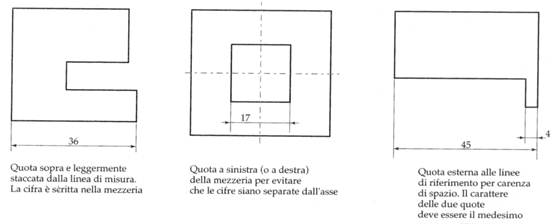
Figura 20 – Disposizione del testo della quota
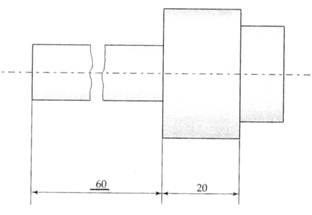 Se la quota si riferisce ad una dimensione non in scala(ad esempio nella rappresentazione accorciata di un albero), essa va sottolineata(fig. 21).
Se la quota si riferisce ad una dimensione non in scala(ad esempio nella rappresentazione accorciata di un albero), essa va sottolineata(fig. 21).
Figura 21 – Quota fuori scala
Quando le linee di misura sono incomplete e sfalsate, oppure quando vi sono molte linee di misura parallele, si usa scrivere le quote non al centro ma sfalsate (fig. 22).
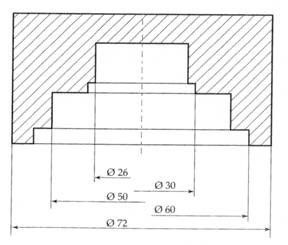
Figura 22 – Se le linee di misura sono numerose e sfalsate, si sfalsa anche il testo
Oltre alla dimensione fanno parte della quota anche eventuali simboli, che ad esempio precisano trattarsi di un diametro o di un raggio, e altre lettere e cifre che danno altre indicazioni, come ad esempio il tipo di filettatura o la tolleranza ammessa su quella dimensione.
Si tenga presente fin d'ora che non vi devono essere quote ripetute e cioè che una data dimensione del pezzo deve essere quotata una sola volta nel disegno. Infatti, se si avessero quote duplicate, ad esempio in viste diverse, nel caso di una variazione delle dimensioni del pezzo sarebbe dispendiosa la ricerca e la correzione delle quote.
Disposizione delle quote
Le quote devono essere scritte secondo uno dei due criteri, A e B, riportati nella norma UNI 3973. In uno stesso disegno è preferibile usare un solo criterio.
Criterio A
1) Le quote devono essere disposte in modo da risultare leggibili orientando il foglio da disegno sia in orizzontale che in verticale: secondo questo criterio per facilitare la lettura le quote devono essere scritte in modo che si leggano nel senso normale di lettura guardando il disegno dalla base o facendolo ruotare man mano fino a 90° in senso orario (fig. 23).
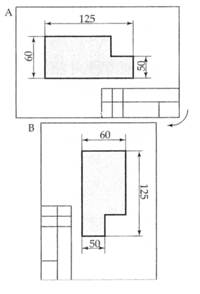
Figura 23 – Ruotando il foglio di 90° in senso orario si devono poter leggere le quote sempre in orizzontale
 2) Le quote devono essere poste parallelamente alla linea di misura, al di sopra, leggermente staccate da questa (fig. 24).
2) Le quote devono essere poste parallelamente alla linea di misura, al di sopra, leggermente staccate da questa (fig. 24).
Figura 24 – Quote secondo il Criterio A della norma UNI 3973
3) I valori su misure oblique o angolari devono essere orientati come nelle figure 24 e 25.

Figura 25 – Quote su misure angolari e oblique secondo il criterio A della norma UNI 3973
Criterio B
1) Le quote devono poter essere lette solo dalla base del disegno. In tal caso le linee di misura verticali e oblique devono essere interrotte nella loro parte mediana per l’inserimento della quota (fig. 26).
2) I valori su misure angolari devono essere orientati come in figura 26.
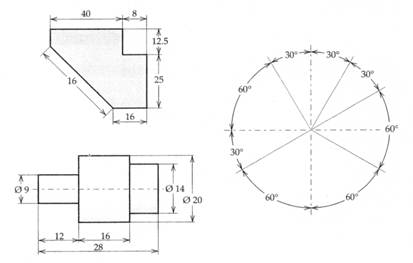
Figura 26 – Interruzione delle linee di misura verticali e oblique nel Criterio B. Questo metodo viene utilizzato nel caso di disegno assistito da calcolatore, in cui la lettura delle quote dal terminale video avviene esclusivamente in orizzontale
La
quota dovrebbe di regola essere posta all'esterno dell'oggetto disegnato, compatibilmente con le esigenze di leggibilità e chiarezza del disegno.
Convenzioni particolari di quotatura
Quotatura di cerchi e cilindri
Nella quotatura di superfici cilindriche, rappresentate in pianta da cerchi, le linee di misura devono essere portate fuori del contorno del pezzo, parallelamente ad uno degli assi principali.
Oppure possono passare per il centro, formando con gli assi di simmetria angoli preferibilmente di 30° e 45°: in questo caso però le linee di misura devono essere due al massimo e naturalmente passare per lo stesso centro (fig. 27).
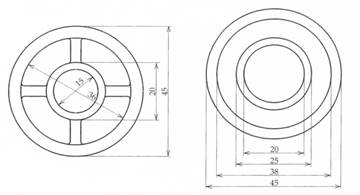
Figura 27 – Quotatura di parti circolari
Di un cerchio si quota sempre il diametro e non il raggio. La quota del diametro deve essere preceduta dal simbolo apposito Ø ogni volta che dal disegno non risulta evidente che si tratta di un diametro. Il simbolo Ø quindi dovrà essere messo ogni volta che si quota una superficie cilindrica rappresentata parallelamente all'asse (fig. 28), mentre non dovrà essere messoquando la rappresentazione è fatta perpendicolarmente all’asse, cioè quando si quota un cerchio.
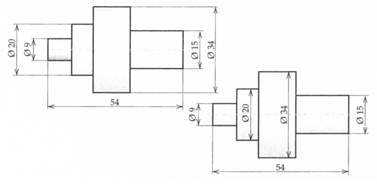
Figura 28 – Quotature di diametri su superfici cilindriche in rappresentazioni parallele all’asse. La quotatura, per ragioni di spazio o chiarezza, può anche essere eseguita internamente alla figura
Quotatura di raggi
Nel caso di raggi si dà la quota del raggio preceduta dalla lettera maiuscola R (fig. 29).
Si preferisce indicare il valore del diametro quando l’arco è maggiore di una semicirconferenzaoquando tecnologicamente è ottenuto con una fresa o altro utensile di cui si vuole appunto mettere in evidenza il diametro.
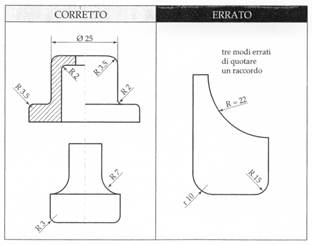
Figura 29 – Quotatura di raggi
In ogni caso, i raccordi si quotano come raggi e mai come diametri.
La linea di quota deve avere sempre direzione radiale,e la freccia deve essere posta all'interno, cioèdalla parte del centro di curvatura; in mancanza di spazio, è possibile disporre la freccia all'esterno, ma in questo caso è opportuno prolungare la linea di misura oltre la freccia (figg. 29 e 30).
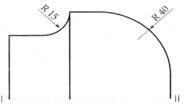
Figura 30 – Altro esempio di quotatura di raccordi
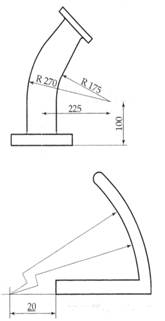
Figura 31 – Quotatura di raggi con quotatura del centro di curvatura
Se il centro di curvatura è lontano, si può spezzare la linea di misura, che però deve essere sempre diretta verso il centro effettivo del quale è esatta una delle coordinate, mentre l’altra è fuori scala (fig. 31).
La tabella 2 indica i valori dei raccordi da preferire nelle applicazioni meccaniche secondo la norma UNI 4429 (che li definisce arrotondamenti, con qualche ambiguità: infatti il termine si ritrova nella norma UNI CEI ISO 31 proprio con il significato di arrotondamento dei numeri).
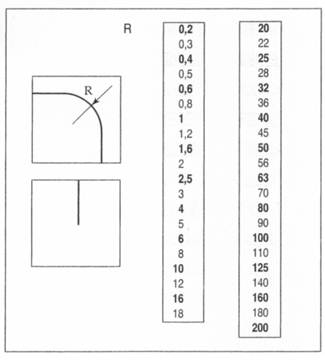
Tabella 2 – Raccordi tipici nelle applicazioni meccaniche. Sono da preferire i valori indicati in neretto
Quando vi sono molti raccordi uguali, può risultare conveniente scrivere alla base del disegno o in un apposito spazio del riquadro delle iscrizioni l’indicazione: “Raccordi non quotati R...”, con l’indicazione della quota dopo R.
 Quotatura di sfere
Quotatura di sfere
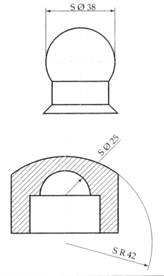
Se la superficie non è cilindrica ma sferica,la quota del raggio o del diametro deve essere preceduta dalla lettera S e dalle indicazioni R o Ø (fig. 32).
Figura 32 – Quotatura di pezzi sferici
Quotatura di archi, corde, angoli
Nel caso di un arco di cerchio la linea di misura è un arco avente lo stesso raggio di quello quotato e va evidenziato che la quota si riferisce all'arco (fig. 33).
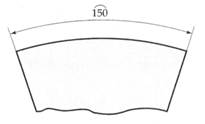
Figura 33 – Quotatura di archi
Le corde sono quotate mediante linee di misura parallele alle corde stesse (fig. 34).
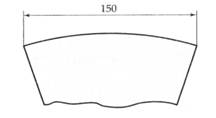
Figura 34 – Quotatura di corde
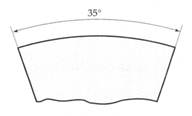 Nel caso di angoli le linee di misura devono essere archi di cerchio con centro nel vertice dell'angolo (fig. 35).
Nel caso di angoli le linee di misura devono essere archi di cerchio con centro nel vertice dell'angolo (fig. 35).
Figura 35 – Quotatura di angoli
Quotatura di smussi
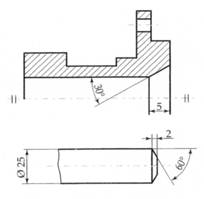
Se si prevede che in fase di montaggio la superficie esterna cilindrica di un pezzo debba accoppiarsi con un foro di “egual” diametro, sul lato di imbocco viene ricavato un tratto conico di lunghezza limitata detto smusso,avente anche lo scopo di eliminare lo spigolo vivo d’estremità, che si quota come indicato in figura 36.
 Se l’angolo è di 45° la quotatura è semplificata con l'indicazione della quota, dal segno x e dal valore dell'angolo, come indicato in figura 37.
Se l’angolo è di 45° la quotatura è semplificata con l'indicazione della quota, dal segno x e dal valore dell'angolo, come indicato in figura 37.
Figura 36 – Quotatura di smussi con angolo diverso da 45°
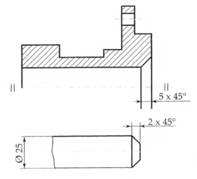
Figura 37 – Quotatura di smussi a 45°
In analogia alla quotatura dei raccordi, nel caso sullo stesso disegno vi siano numerosi smussi uguali, è possibile riportare a disegno la scritta: “smussi non quotati...”, con l’indicazione della quotatura.
Gli smussi, come i raccordi, non si quotano mai in serie (cfr. par. “Tipi di quotatura”) con altre quote(fig. 38) poiché essi vengono ottenuti indipendentemente, alla fine della lavorazione.
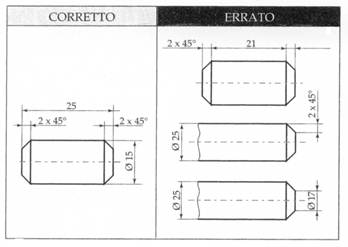
Figura 38 – Tipici errori di quotatura di smussi
Gli smussi, come i raccordi, possono essere fatti anche per eliminare spigoli di elementi prismatici. Ciò sia per motivi di sicurezza (eliminazione di parti taglienti), sia per esigenze di montaggio (maggiore facilità d’imbocco) e funzionali (evitare rischi di interferenza e sforzi in parti che devono portarsi a contatto).
Quotatura di quadri
Per quotare elementi a sezione quadrata si usa il simbolo □ posto prima della dimensione del lato (fig. 39).
Quando tali elementi sono visti perpendicolarmente all’asse longitudinale, non si deve usare tale simbolo (fig. 40).
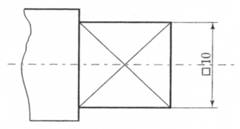
Figura 39 – Quotatura di un quadro
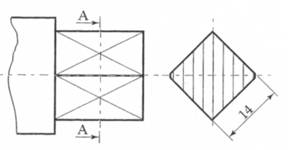
Figura 40 – Quotatura di quadri visti frontalmente
Quotatura di profilati
Sono elementi per i quali esiste una unificazione che ne stabilisce i simboli caratteristici e la serie di dimensioni che li definiscono.
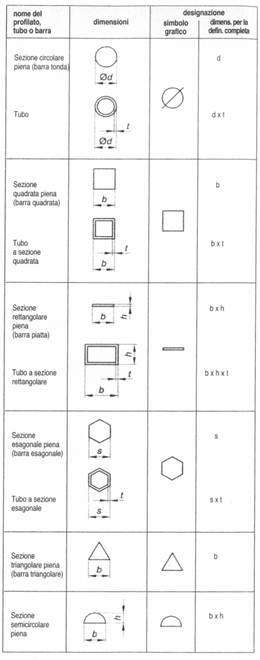 La norma UNI EN ISO 5261 raccoglie indicazioni relative alle barre di diversa sezione (tab. 3) ed ai profili più comuni (tab. 4).
La norma UNI EN ISO 5261 raccoglie indicazioni relative alle barre di diversa sezione (tab. 3) ed ai profili più comuni (tab. 4).
Tabella 3 – Prospetto 1 UNI 5261
Si noti che per questi ultimi (tab.4), in alternativa allo specifico simbolo grafico, è consentito l’uso di una lettera maiuscola, che approssima il profilo dell’elemento.
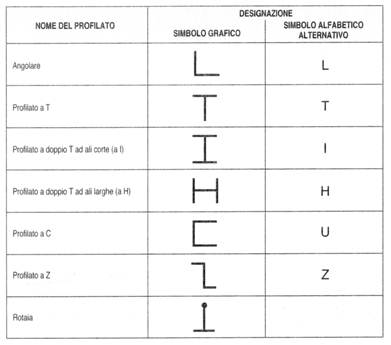
Tabella 4 – Prospetto 2 UNI 5261
La loro quotatura è allora fatta molto semplicemente con queste indicazioni: simbolo, dimensioni caratteristiche e lunghezza.
Le strutture di carpenteria rappresentate in modo schematico possono essere quotate utilizzando ogni segmento, che rappresenta un elemento, come linea di misura; la quota indica la distanza da nodo a nodo (fig. 41).

Figura 41 – Quotatura di profilati (UNI EN ISO 5261)
Quotatura relativa ad elementi uguali o equidistanti
Quote nominalmente uguali tra loro e successive possono essere indicate, se non ha interesse il loro valore ma solo l’uguaglianza, con il segno = posto al di sopra della linea di misura (fig. 42).
Vari elementi ripetuti ed equidistanti possono essere quotati indicando quante volte si ripete il passo, il valore del passo e la dimensione complessiva (fig. 43).
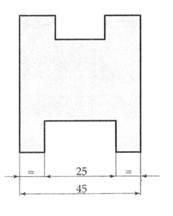
Figura 42 – Quotatura di elementi uguali
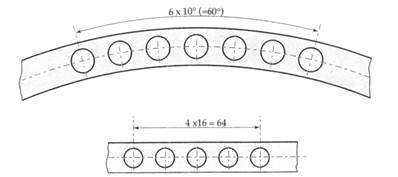
Figura 43 – Quotatura di elementi ripetuti ed equidistanti
Se il passo e il numero dei passi hanno valori simili e ciò può dare origine ad errori di interpretazione, si quota una volta il passo (fig. 44), e in genere è preferibile quotare sempre in questo modo.
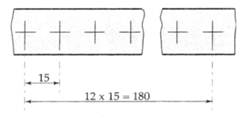
Figura 44 – Indicazione del passo
Quando si hanno elementi regolarmente disposti e si vuole semplificare il disegno si può rappresentarne uno solo e indicarne il numero totale, come in figura 45.
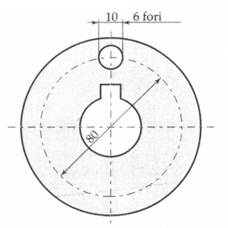
Figura 45 – Fori uguali ed egualmente spaziati
Se si hanno elementi uguali che si ripetono sullo stesso disegno e non sarebbe sufficientemente chiaro quotarne uno solo per tipo, si possono mettere delle lettere di richiamo su ciascun elemento e specificare separatamente le quote per ciascuna lettera (fig. 46).
Se i fori sono disposti su una circonferenza a distanza angolare costante, si deve quotare (fig. 47):
1) il diametro dei fori,
2) il passo angolare,
3) il diametro della circonferenza dei centri dei fori.
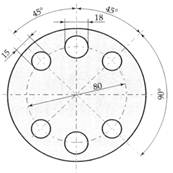
Figura 46 – Uso delle lettere di richiamo Figura 47 – Quotatura di fori con centri
disposti su una circonferenza
Nel caso di pezzi simili che differiscono tra loro solo per alcune quote si evita spesso di fare più disegni. Si esegue un solo disegno mettendo delle lettere al posto delle quote e riportando in una tabellina in calce al disegno le dimensioni corrispondenti a ciascun tipo (fig. 48).
In genere quando in un disegno vi sono diversi elementi che appaiono uguali e se ne quota uno solo, ciò conferma l’uguaglianza.
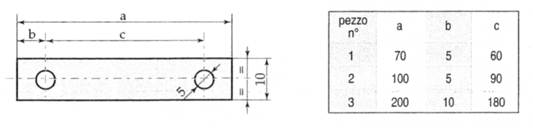
Figura 48 – Disegno unico per una serie di pezzi di forma uguale

Conicità
Si definisce conicità C il rapporto tra la differenza tra i diametri D e d di due sezioni di un cono e la distanza L fra queste due sezioni misurata in senso assiale:
C = (D - d) / L = 2 tg(α/2)
La conicità è quindi una grandezza adimensionale (fig. 49).
Figura 49 – Definizione di conicità
La conicità può essere espressa in vari modi:
a) rendendo uguale all'unità il numeratore:
C = (D - d) / L = 1 / K
In questo modo si esprime la conicità indicando per quale lunghezza K lungo l’asse del cono si ha una variazione di diametro uguale a 1 mm.
b) Si può trasformare la frazione in modo che il denominatore sia uguale a 100:
C = (D - d) / L = p / 100 = p%
dove:
p = (1 / K) · 100
In questo modo si esprime la conicità indicando la variazione p di diametro subita dal cono su una lunghezza di 100 mm lungo l’asse.
Riassumendo, quindi:
C = (D - d) / L = 1 / K = p% = 2 tg(α/2)
L’indicazione della conicità sui disegni meccanici secondo la UNI ISO 3040 deve essere fatta utilizzando l’apposito simbolo indicato nelle sue dimensioni in figura 50 e orientato nello stesso senso della conicità. Dopoquesto simbolo si scrive il valore della conicità espresso in 1/K o, se richiesto per ragioni particolari, il valore espresso in p% . Oltre al valore della conicità, è necessario dare i valori di D e L (fig. 51) o di d e L.
L’indicazione della conicità può anche essere fatta dando i valori delle quote occorrenti D, d e L o quotando l’angolo α e dando D e L o d e L (fig. 51).
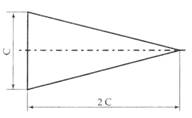
Figura 50 – Simbolo indicante la conicità
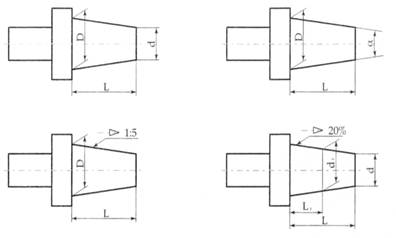
Figura 51 – Quattro diversi modi di indicare la conicità nei disegni
E’ infatti chiaro che fra i quattro elementi che definiscono la conicità uno deve essere omesso, perché deriva necessariamente dagli altri.
In genere nei perni si omette il diametro minore e nei fori quello maggiore (fig. 52), a causa dei procedimenti di lavorazione (si riduce il perno, si allarga il foro).
Figura 52 – Quotatura di pezzi conici
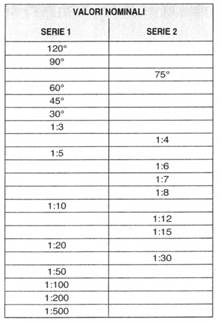 I valori di conicità per applicazioni meccaniche sono indicati nella norma UNI EN ISO 1119 (tab. 5).
I valori di conicità per applicazioni meccaniche sono indicati nella norma UNI EN ISO 1119 (tab. 5).
Tabella 5 – Coni per applicazioni generali (preferibilmente della serie 1)
Rastremazione
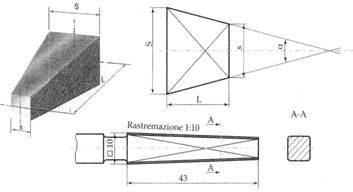
Si definisce rastremazioneilrapporto tra la differenza delle dimensioni S e s di due sezioni di una piramide o tronco di piramide a base quadrata o poligonale e la distanza L fra queste due sezioni. Il suo significato e le sue espressioni sono del tutto analoghe a quanto visto per la conicità e anche qui si può scrivere (fig. 53):
Rastremazione = (S – s) /L = 1 / K = 2 tg(α /2)
Figura53 – Quotatura di pezzi rastremati
Sul disegno l’indicazione può essere fatta con la scritta “ rastremazione 1 : K ”, e dando i valori di S e L (fig. 53) o di s e L.
L’indicazione di rastremazione può anche essere fatta dando i valori delle quote occorrenti S, s e L o quotando l’angolo α e dando S e L o s e L.
Inclinazione
Si definisce inclinazione il rapporto fra la differenza delle dimensioni H e h (misurate perpendicolarmente a una data direzione) in due punti di una superficie o di una linea e la distanza L tra le posizioni in corrispondenza delle quali sono stati misurati i valori di H e h (fig. 54):
Inclinazione = (H – h) / L = 1 / K = p / 100 = tgβ
L’inclinazione dunque è definita tra una sola superficie (o linea) e un piano (o linea) preso come riferimento.
Occorre fare attenzione a non confonderla con la rastremazione, che è riferita a due superfici ambedue egualmente inclinate rispetto a un asse, e quindi a non identificare le indicazioni generiche K e p nei due casi: la rastremazione di una piramide a base quadra è espressa da un valore doppio di quello dell’inclinazionedi ciascuna delle sue facce.
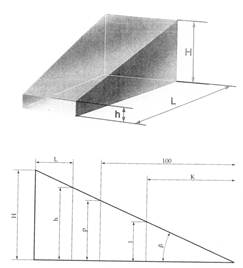
Figura 54 – Definizione di inclinazione
L’inclinazione di un pezzo può essere quotata utilizzando l’apposito simbolo di figura 55a, orientato opportunamente per indicare il senso dell’inclinazione e seguito dall’indicazione del valore espresso in 1/K oppure p %, oltre a due delle tre dimensioni H, h e L (fig. 55b).
L’indicazione dell’inclinazione può essere fatta anche fornendo le quote relative alle dimensioni H, h e L o dando l’angolo β e le quote relative a due delle tra dimensioni H, h e L.
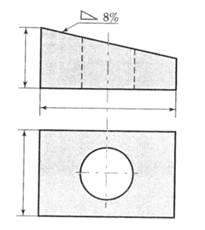
Figura 55a – Simbolo indicante l’inclinazione
Figura 55b – Quotatura di pezzi inclinati
Quotatura di complessivi
Nel caso di disegno di complessivi, come regola generale si indicano solo quote di ingombro o di posizione di alcune parti (fig. 56).
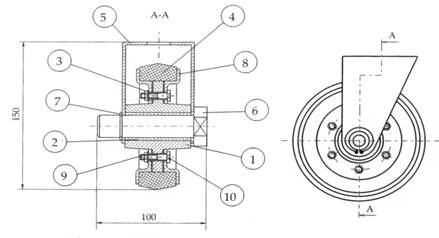
Figura 56 – Quotatura d’ingombro di un complessivo
Quotatura di elementi con caratteristiche specifiche
Parti o zone di un pezzo possono essere soggette a particolari trattamenti, come verniciatura, cromatura, cementazione e tempra, ecc., e in tal caso l’indicazione viene fatta con linea mista grossa tipo a tratto e punto tracciata parallelamente alla superficie interessata.
Se necessario si danno le quote di queste zone sia come posizioni che come dimensioni (fig. 57).
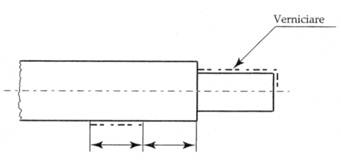
Figura 57 – Quotatura di elementi con caratteristiche specifiche
Quotatura di elementi normalizzati
Elementi normalizzati possono anche non essere quotati, ma definiti dalla loro designazione, con i necessari riferimenti normativi.
Tipi di quotatura
Le quote possono essere classificate dal punto di vista geometrico in:
- quote di grandezza,
- quote di posizione,
- quote di accoppiamento.
Si può avere una classificazione secondo la disposizione, e si hanno i seguenti sistemi di quotatura:
- quotatura in serie,
- quotatura in parallelo,
- quotatura combinata,
- quotatura con quote sovrapposte,
- quotatura in coordinate.
Tenendo infine presente lo scopo del disegno (ad esempio mettere in evidenza la funzione del pezzo o le modalità di fabbricazione), si ha:
- quotatura funzionale,
- quotatura tecnologica,
- quotatura di collaudo.
Quotatura dal punto di vista geometrico (Quotatura geometrica)
a) Quote di grandezza
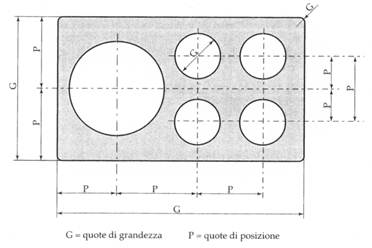 Le quote di grandezza sono quelle che si riferiscono alle dimensioni di ogni elemento dell’oggetto rappresentato (fig. 58).
Le quote di grandezza sono quelle che si riferiscono alle dimensioni di ogni elemento dell’oggetto rappresentato (fig. 58).
Figura 58 – Quotatura di grandezza e di posizione
b) Quote di posizione
Le quote di posizione o di localizzazione individuano la posizione di ogni elemento in riferimento agli altri (fig. 58).
I riferimenti usati per le quote di posizione possono essere gli assi, i punti di intersezione di assi, superfici di appoggio e di estremità.
I fori, gli elementi cilindrici o a simmetria circolare sono individuati dai loro assi, mentre i solidi prismatici sono posizionati in riferimento alle loro facce (fig. 59).
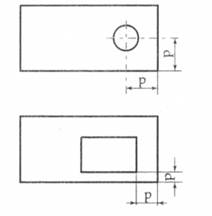
Figura 59 – Quote di posizione: il foro (a) è posizionato mediante il suo asse, mentre la scanalatura rettangolare (b) mediante le sue facce
In
presenza di più fori è possibile avere due casi:
- localizzazione di fori disposti lungo una circonferenza;
- localizzazione di fori disposti linearmente.
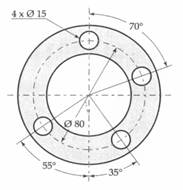
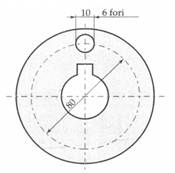
Figura 60 – Fori uguali ed Figura 61 – Fori posti ad angoli Figura 62 – Fori lungo un arco
egualmente spaziati diversi
- localizzazione di fori disposti lungo una circonferenza
In questo caso, se i fori sono della stessa dimensione ed egualmente spaziati, basta indicare, come si è già visto, il numero e il diametro dei fori e il diametro della circonferenza dei centri (fig. 60). Se i fori sono posti ad angoli diversi, bisogna dare di ognuno la posizione angolare con riferimento a uno solo dei due assi perpendicolari (fig. 61). Nel caso di fori su archi di circonferenza, il raggio e la dimensione angolare sono dati rispetto ad una linea di riferimento (fig. 62).
- localizzazione di fori disposti linearmente
Se la distanza tra i fori è importante, in genere si cade nel caso dell'accoppiamento (vedi oltre).
Negli altri casi può essere preso come riferimento il centro di un foro, o due superfici accessibili durante la lavorazione e che facilitino l’uso di utensili ed attrezzature (fig. 63).
Figura 63 – Localizzazione di
rispetto a una superficie
c) Quote di accoppiamento
Quando si quota il singolo particolare, si dovrà prevedere di tenere in forte considerazione le dimensioni delle superfici che devono essere accoppiate (fig. 64) e che possiamo definire quote di accoppiamento.
Queste dimensioni, come si vedrà, potranno essere anche diverse e andranno soggette a tolleranza, per ottenere la funzionalità voluta (ad esempio lo scorrimento di un albero entro un foro).
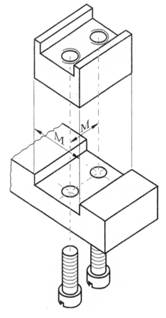
Figura 64 – Le quote indicate con M sono quote di accoppiamento
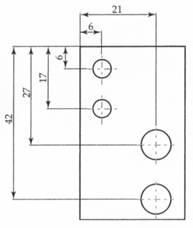
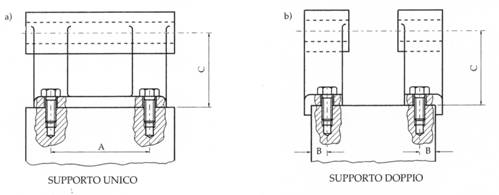 La figura 65 mostra l’esempio di un dispositivo in cui le posizioni dei fori filettati per le viti sono localizzate in due modi diversi a seconda del fatto che il supporto sia costruito in un corpo unico o in due pezzi.
La figura 65 mostra l’esempio di un dispositivo in cui le posizioni dei fori filettati per le viti sono localizzate in due modi diversi a seconda del fatto che il supporto sia costruito in un corpo unico o in due pezzi.
Figura 65 – Nel caso a) sarà importante definire la quota A sia per la base che per il supporto. Nel caso b) la quota di accoppiamento sarà la B
Quotatura secondo la disposizione (Sistemi di quotatura)
La norma UNI 3974 indica i seguenti sistemi di quotatura (fig. 66):
a) in serie,
b) in parallelo,
c) combinata,
d) a quote sovrapposte,
e) in coordinate.
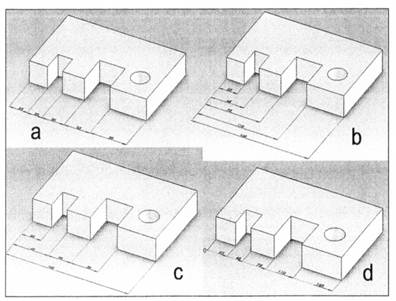
Figura 66 – I sistemi di quotatura secondo la norma UNI 3974: a) in serie; b) in parallelo; c) combinato; d) a quote sovrapposte
a) Quotatura in serie
Ogni elemento del pezzo è quotato rispetto all’elemento vicino. Si forma cosi una serie, o catena, di quote parziali, messe in successione una dopo l’altra (fig. 67).
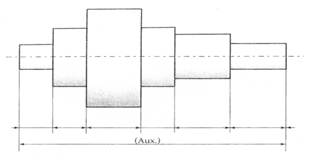
Figura 67 – Quotatura in serie
Con questo metodo non è stabilito nessun elemento di riferimento o di partenza per la costruzione o il controllo del pezzo. In genere, perciò, si applica quando è fondamentale la lunghezza di ogni singolo elemento e quando l’accumularsi degli errori, che si fanno nel produrre il pezzo, non mette in pericolo la sua utilizzazione. Queste condizioni non sono frequenti e perciò la quotatura in serie è poco usata da sola.
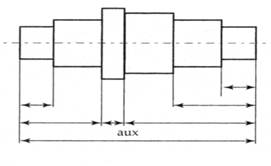
Una volta quotato il pezzo con tutte le quote di una catena, la quota complessiva è automaticamente determinata e quindi o va omessa o posta tra parentesi (fig. 67). E’ opportuno indicare la quota totale sia pure in funzione ausiliaria, perché fornisce immediatamente l’ingombro del pezzo.
b) Quotatura in parallelo
Quando più quote aventi uguale direzione hanno un’unica origine di riferimento, si ha la quotatura in parallelo (fig. 68). L’origine può essere un punto, un asse, uno spigolo, un piano, ecc.
Questo sistema evita la possibilità di accumulo di errori costruttivi, permette di stabilire tolleranze indipendenti ed è particolarmente indicato nella quotatura tecnologica, in cui la tracciatura, l’esecuzione e il controllo dei pezzi vengono eseguiti con macchine o strumenti a spostamento progressivo.
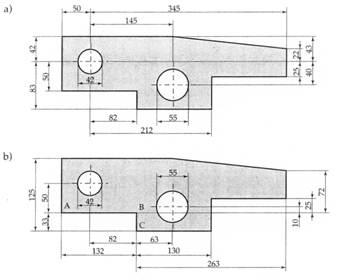
Figura 68 – Quotatura in parallelo con riferimento nei centri dei fori (a) o sulle superfici di traccia AB e BC (b)
c) Quotatura combinata
 Questo metodo risulta dalla applicazione simultanea della quotatura in serie e in parallelo: ad esso si ricorre quando è necessario impiegare più elementi di riferimento. Si possono soddisfare in questo modo tutte le esigenze, sia funzionali che costruttive. E’ il sistema più frequentemente usato nei disegni (fig. 69).
Questo metodo risulta dalla applicazione simultanea della quotatura in serie e in parallelo: ad esso si ricorre quando è necessario impiegare più elementi di riferimento. Si possono soddisfare in questo modo tutte le esigenze, sia funzionali che costruttive. E’ il sistema più frequentemente usato nei disegni (fig. 69).
Figura 69 – Quotatura combinata
d) Quotatura a quote sovrapposte (o in sequenza)
E’ una variante grafica della quotatura in parallelo e si applica per risparmio di spazio, purché non vi sia pericolo di confusione o di scarsa chiarezza. Se deve essere indicata un'origine, essa può essere rappresentata da un circonferenza avente diametro di circa 3 mm (fig. 70).
Con questo sistema si ha un’unica linea di misura: l’elemento di origine o di riferimento viene individuato con la quota 0 e le altre quote da una freccia all’estremità opposta di ogni linea di misura, disposte nel senso di allontanamento dall’origine. Il valore numerico può essere scritto in prossimità della freccia (fig. 70):
a) al di sopra della linea di misura e un po' staccato da essa;
b) sul prolungamento della linea di riferimento, in verticale.
E’
possibile anche utilizzare la quotatura a quote sovrapposte in due direzioni (fig. 71).
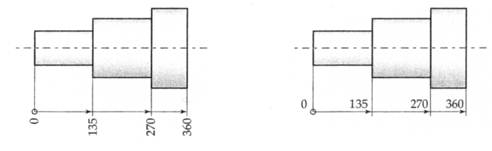
Figura 70 – Esempi di quotatura a quote sovrapposte
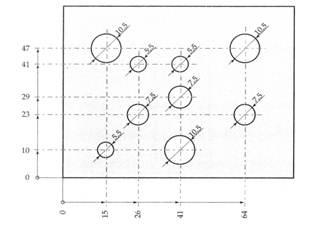
Figura 71 – Quotature secondo due direzioni
e) Quotatura in coordinate
 In alcuni casi può essere conveniente fare riferimento ad un unico punto, preso come origine per la quotatura. Le quote vengono poi raggruppate in un'unica tabella. Le norme prevedono tre possibilità di quotatura di questo tipo:
In alcuni casi può essere conveniente fare riferimento ad un unico punto, preso come origine per la quotatura. Le quote vengono poi raggruppate in un'unica tabella. Le norme prevedono tre possibilità di quotatura di questo tipo:
‑ in coordinate cartesiane, figure 72 e 73;
‑ in coordinate polari, figura 74 ;
‑ in coordinate polari con rullo di misura, figura 75.
La quotatura in coordinate è utile per la programmazione manuale e automatica delle macchine utensili a controllo numerico.
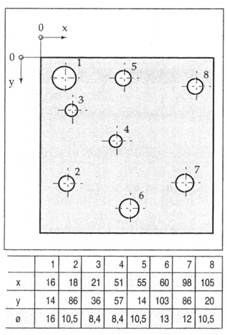
Figura 72 – Quotatura in coordinate cartesiane
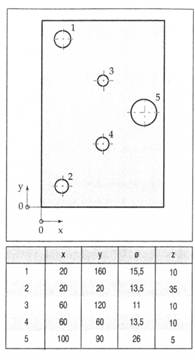
Figura 73 – Altro esempio di quotatura in coordinate cartesiane. Nella tabella z indica la profondità del foro
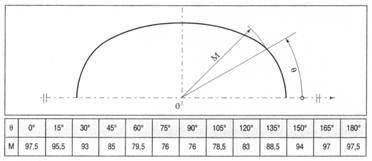
Figura 74 – Quotatura in coordinate polari, usata per profili complessi. L’angolo si considera positivo in senso orario
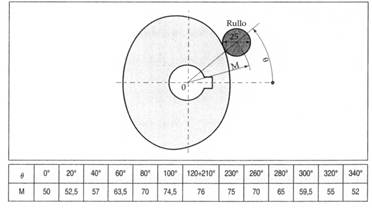
Figura 75 – Uso del rullo di misura, che ha lo scopo di semplificare il controllo del profilo
Quotatura secondo lo scopo del disegno
Tutte le dimensioni o quote, così come qualsiasi altra informazione necessaria per definire completamente un pezzo allo stato finito ed assicurarne l’attitudine all'impiego, devono essere poste nel disegno tenendo presente le esigenze di:
• montaggio(quotatura funzionale),
• fabbricazione (quotaturatecnologica)
• verifica(quotatura di collaudo).
Il progettista o il disegnatore, nel riportare sul disegno le quote di un pezzo, deve infatti avere chiari questi tre aspetti:
a) un componente meccanico non deve mai essere considerato a sé stante, ma facente parte di un meccanismo nel quale deve assolvere una determinata funzione, e quindi deve individuare con molta attenzione le quote funzionali, essenziali per il corretto funzionamento;
b) deve conoscere la sequenza di operazioni necessarie per ottenere le forme volute, partendo da un pezzo grezzo, in modo da definire le quote tecnologiche, che facilitano il lavoro di chi deve eseguire il pezzo, fornendogli le indicazioni che più gli servono per impostare la lavorazione;
c) deve individuare le quote di collaudo, di ausilio nelle operazioni che verificano la corrispondenza tra le misure reali e le dimensioni riportate nel disegno.
a) Quotatura funzionale
La tabella UNI 4820 classifica le quote in:
a) funzionali, essenziali alla funzione del pezzo;
b) non funzionali, cioè non incidenti sulla funzionalità, ma necessarie per definire completamente il componente;
c) ausiliarie, non indispensabili alla definizione del pezzo, ottenibili dalle altre quote.
Sono quindi dette quote funzionaliquelle essenziali per lo scopo a cui il pezzo è destinato, come, ad esempio, la conicità di una spina conica, la distanza tra i fori del piede e della testa di una biella, il diametro di un perno o quello del foro del cuscinetto corrispondente. Le quote funzionali devono essere scelte nel modo più significativo per esprimere la funzione dell’oggetto e particolare attenzione dovrà essere posta alle tolleranze ammissibili sul loro valore.
Sono quote non funzionaliquelle necessarie per definire completamente il pezzo in tutti i suoi elementi, ma che si riferiscono a parti che non sono fondamentali per il suo impiego. Queste quote vanno scelte in relazione al loro scopo (ad esempio lavorazione o collaudo).
Vi sono infine le quote ausiliarie,che talvolta vengono scritte a scopo informativo, per esempio per evitare calcoli a chi deve produrre il pezzo. Queste quote, che sono ottenibili dalle altre quote e che quindi sono sovrabbondanti, devono essere scritte tra parentesi e non sono soggette a collaudo né a specifiche tolleranze.
 Sul disegno di prodotto finito non si devono comunque specificare i processi di fabbricazione e i metodi di collaudo, a meno che non siano richiesti.
Sul disegno di prodotto finito non si devono comunque specificare i processi di fabbricazione e i metodi di collaudo, a meno che non siano richiesti.
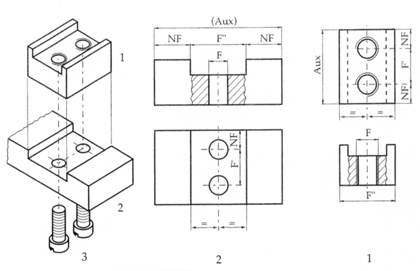
Un esempio di disegno di prodotto finito è rappresentato in figura 76, dove il pezzo con due fori filettati (1) deve essere accoppiato con la base (2) tramite due viti (3).
Figura 76 – Quote funzionali, non funzionali e ausiliarie
Affinché il gruppo funzioni come richiesto, devono essere soddisfatte alcune condizioni. In particolare, per quanto riguarda il particolare (2):
‑ i fori devono consentire un agevole passaggio delle viti, quindi la quota F è funzionale;
‑ l’interasse tra i suddetti fori passanti e i corrispondenti fori filettati nel particolare (1) dovrà avere identico valore F’;
‑ la larghezza F” dovrà consentire l’inserimento del particolare (1) e di conseguenza sarà maggiore della corrispondente quota F” del particolare (1);
‑ le larghezze F” devono essere divise in due parti uguali dall’asse di simmetria comune ai due fori.
Tutte le quote sopra considerate sono pertanto quote funzionali.
Invece, tutte le quote indicate con NF sono non funzionali, in quanto una loro variazione non influisce direttamente sulla funzionalità del gruppo. Ad esempio, la distanza NF di un foro dal bordo esterno non pregiudica l’accoppiamento; tuttavia tale quota potrebbe diventare di rilevante importanza ai fini della costruzione del pezzo (quotatura tecnologica, vedi paragrafo seguente).
Infine, la quota Aux del pezzo (2) può essere "comoda" per la definizione dell’ingombro del pezzo, ma non è indispensabile in quanto derivante dalla somma di quote gia note. L’uso della parentesi prescritto per la sua indicazione assumerà significato con riferimento alle tolleranze.
Le quote funzionali vanno quindi poste sulle superfici funzionali(che condizionano la posizione di elementi rispetto ad altri elementi ai quali vanno accoppiati), distinte dalle superfici indipendenti, che non dipendono dagli altri elementi e che possono anche variare in forma e dimensione. Non si deve ricavareuna quota funzionale da altre quote.
b) Quotatura tecnologica e c) Quotatura di collaudo
Il modo di quotare il pezzo deve non solo dare tutte le indicazioni perché sia geometricamente definito (quotatura di grandezza e di posizione) e mettere inoltre ben in evidenza quali quote sono fondamentali perché il pezzo funzioni per lo scopo al quale è destinato (quotatura funzionale), ma deve anche:
- facilitare il lavoro di chi deve eseguire il pezzo, fornendogli le quote che più gli servono per impostare la lavorazione;
- facilitare il lavoro di chi deve controllarlo, fornendogli le quote che più gli servono per impostare il collaudo.
Il disegnatore, pertanto, quando quota un pezzo, deve sempre tener presenti le modalità con le quali esso verrà realizzato e controllato.
In particolare, la quotatura tecnologica di un pezzo può variare al variare del processo produttivo adottato o anche solo del ciclo di lavorazione.
Una volta stabilita la quotatura funzionale, il disegno deve quindi contenere tutte le quote che facilitino le operazioni tecnologiche, con la scelta degli elementi di riferimento adeguati al procedimento adottato.
Nel quotare un pezzo si dovranno in primo luogo indicare le quote funzionali, poi quelle non funzionali scegliendole in modo che rispettino la quotatura tecnologica,e infine aggiungere le altre quote necessarie per definire geometricamente il pezzo.
Premessa sulle lavorazioni ad asportazione di truciolo
La figura A mostra la classificazione dei processi di lavorazione in base al metodo utilizzato per ottenere dei manufatti di forma definita.
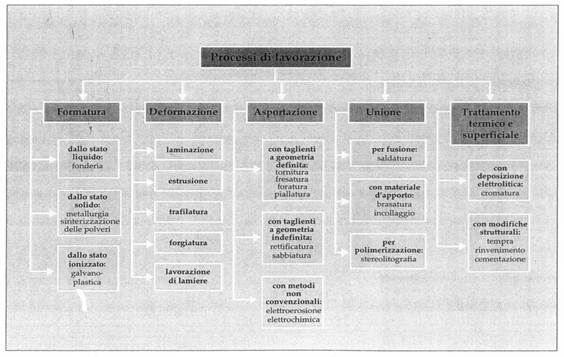
Figura A – Classificazione dei sistemi di lavorazione
In particolare, le lavorazioni ad asportazione di truciolo consentono di ottenere un prodotto finito a partire da un grezzo, di forma definita, asportando il materiale eccedente (denominato sovrametallo) sotto forma di minutissime scaglie o lamine di metallo, chiamate truciolo, ed utilizzando strumenti di lavoro opportunamente sagomati, denominati utensili.
La figura B mostra la classificazione dei procedimenti di asportazione; la forma che si ottiene dipende anche dal moto relativo dell’utensile rispetto al pezzo, cioè dal movimento di taglio, detto anche moto di lavoro, e dal movimento di alimentazione, che permette il passaggio dell’utensile su tutta la superficie da lavorare.
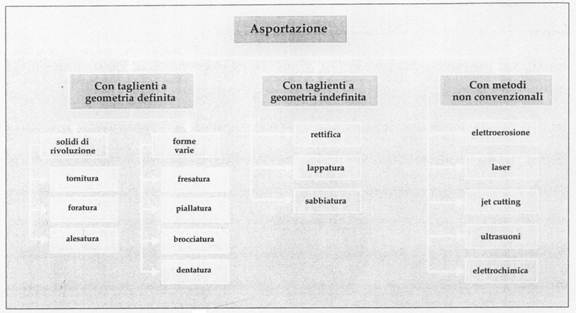
Figura B – Classificazione dei procedimenti di asportazione
La figura C mostra gli schemi cinematici delle lavorazioni di tornitura, fresatura e foratura/alesatura, con l’indicazione dei movimenti di taglio e di alimentazione.
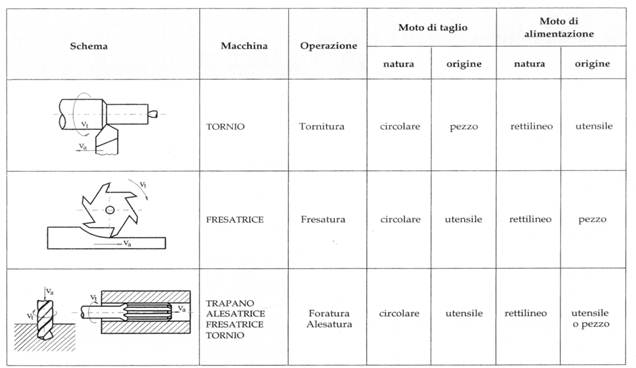
Figura C – Schemi cinematici di lavoro dei procedimenti di tornitura, fresatura e foratura/alesatura
Esempi di quotatura di pezzi eseguiti mediante tornitura
Premessa sulla tornitura
Nella tornitura il movimento di lavoro, rotatorio, è posseduto dal pezzo, fissato ad un organo di presa che solitamente è una piattaforma autocentrante; il movimento di alimentazione è posseduto dall’utensile, ancorato ad una serie di slitte che gli permettono lo spostamento longitudinale, trasversale e la rotazione intorno ad un asse verticale (fig. D).
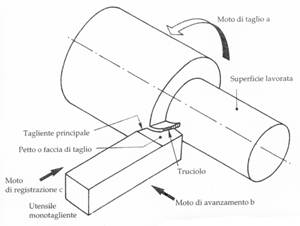
Figura D – Schema elementare di una operazione di tornitura
La figura E mette in evidenza le parti essenziali di un tornio parallelo, che è una delle macchine utensili più diffuse, soprattutto per la grandissima varietà di operazioni che è in grado di eseguire.
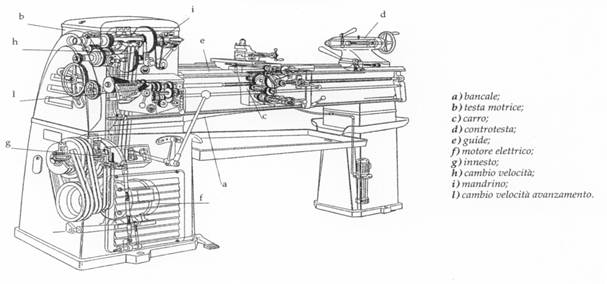
Figura E – Schema generale e parti fondamentali di un tornio parallelo
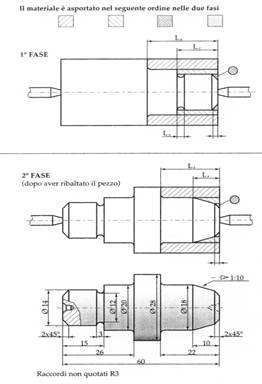
La quotatura di fabbricazione del pezzo indicato in figura 77 tiene conto della procedura di lavorazione che viene eseguita operando due ribaltamenti del pezzo sulla macchina.
Come si può notare, l’operatore prende come riferimento le due superfici d’estremità dell'albero, considerate per semplicità già sfacciatee quindi perpendicolari all’asse del pezzo. La quotatura derivante avrà quindi due riferimenti coincidenti con le sue estremità; le gole di scarico e gli smussi vengono quotati in parallelo, poiché vengono eseguiti dopo le torniture cilindriche.
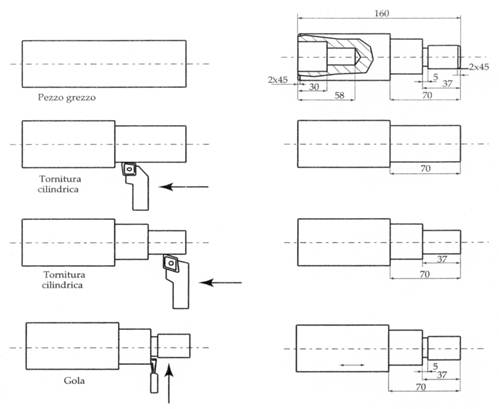
Figura 77 – Relazione tra lavorazione e quotatura in tornitura
Le
figure 78 e 79 illustrano altri esempi relativi a quotature su pezzi torniti, in cui per la rappresentazione è sufficiente l’impiego di una sola vista.
Nell’esempio di figura 78 si noti la quotatura dei diametri, effettuata internamente al pezzo e le due quotature in parallelo con riferimenti alle estremità.
Figura 78 – Quotatura per la tornitura esterna. Si notino le quote di impostazione della lavorazione, come quelle della gola, in parallelo con le altre
Nel caso dell’elemento tubolare di figura 79, la quotatura dei diametri ha le linee di misura interrotte, alleggerendo l’aspetto del disegno; per il foro radiale bisogna fornire la distanza dell’asse da una delle estremità.
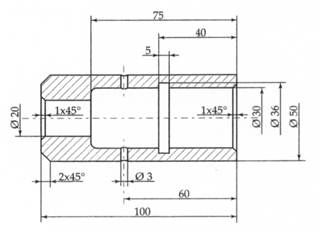
Figura 79 – Quotatura per la lavorazione di interni
Il tipo di quotatura può condizionare anche lo svolgimento del ciclo di lavorazione da eseguire. Infatti, come si vede nella figura 80, la quotatura in serie costringe l’operatore ad eseguire, a parità di volume asportato, un numero più elevato di operazioni e quindi di riposizionamenti rispetto alla quotatura in parallelo.
Figura 80 – Le varie strisce tratteggiate evidenziano le profondità di passata. La quotatura indica anche il metodo di lavoro e quindi nel caso a) occorrono 14 interventi dell’operatore, nel caso b) 32
Esempi di quotatura di pezzi lavorati per fresatura
Premessa sulla fresatura
A differenza della tornitura, nella fresatura l’utensile possiede il movimento rotatorio di taglio, mentre il movimento di avanzamento viene conferito al pezzo; un'altra differenza con la tornitura consiste nel fatto che la sezione del truciolo staccato dall’utensile in lavoro non è costante, ma varia su tutta la lunghezza; inoltre, mentre in tornitura predomina il taglio continuo, la fresatura avviene con taglio intermittente.
A seconda del fatto che l’asse di rotazione della fresa sia parallelo o perpendicolare alla superficie da lavorare, si ha la fresatura periferica o frontale.
Nella figura F sono schematizzate le principali operazioni di fresatura.
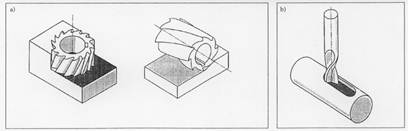
Figura F – Operazioni fondamentali di fresatura:
a) spianatura con fresa cilindrica ad azione periferica a destra e fresa cilindrico-frontale a sinistra;
b) taglio di scanalature con frese cilindrico-frontali a due o più taglienti di codolo;
c) taglio di cave con frese a disco o sagomate
Le macchine utensili impiegate per le operazioni di fresatura sono le fresatrici; esse si distinguono in:
- fresatrici orizzontali, con mandrino orizzontale;
- fresatrici universali, con la stessa struttura di quella orizzontale, ma con la possibilità di orientare la slitta portapezzo e cambiare la testa motrice da orizzontale in verticale (fig. G);
- fresatrici verticali, con mandrino verticale e con testa orientabile;
- fresatrici speciali, come quella per attrezzisti, o a più teste portamandrino.
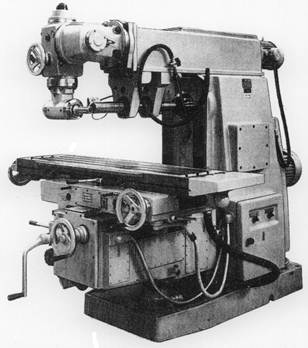
Figura G – Fresatrice universale: oltre all’orientamento della tavola portapezzo è possibile montare un albero portamandrino orizzontale o verticale
Le quote tecnologiche e di collaudo vengono riferite a superfici del pezzo ben definite, dette superfici di riferimento.
Ad esempio, per la quotatura di una scanalatura sulla piastra indicata in figura 81, bisogna indicare nel disegno la quota a,che definisce la larghezza della fresa impiegata per la lavorazione, la quota b, collegata allo spostamento longitudinale dell’utensile, e la quota c, che definisce la corsa dell’utensile per il taglio della cava.
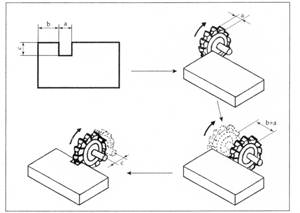
Figura 81 – Fresatura e corrispondente quotatura di una scanalatura
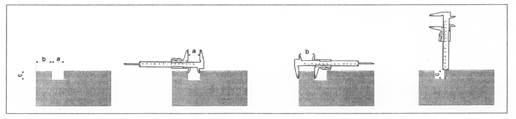
Figura 82 – La quotatura di collaudo del pezzo di fig. 81 corrisponde esattamente a quella tecnologica
Alle tre quote così realizzate corrispondono tre quote di controllo tra loro indipendenti (fig. 82):
1) la misura della lunghezza della cava, effettuata usando i becchi per interni del calibro a corsoio;
2) la posizione della cava, ottenuta utilizzando i becchi per esterni;
3) la profondità della cava, utilizzando l’astina per interni.
Esempi di quotatura di fori
Premessa sulla foratura/alesatura
La foratura è una lavorazione ad asportazione di truciolo con la quale si praticano dei fori nel materiale (oppure si possono modificare la forma e le dimensioni dei fori stessi) mediante un utensile dotato di moto di taglio rotatorio e che compie l’avanzamento in direzione dell’asse del moto di taglio.
 Con alesatura si indica la finitura di un foro, cilindrico e conico, eseguito con una precedente operazione di foratura, attraverso l’asportazione di un leggero sovrametallo, in modo da ottenere elevata precisione dimensionale, geometrica e buona finitura superficiale.
Con alesatura si indica la finitura di un foro, cilindrico e conico, eseguito con una precedente operazione di foratura, attraverso l’asportazione di un leggero sovrametallo, in modo da ottenere elevata precisione dimensionale, geometrica e buona finitura superficiale.
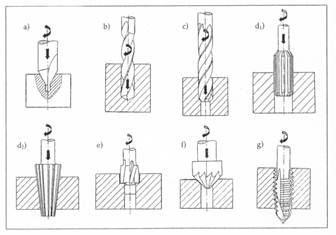
I procedimenti di foratura possono essere classificati in (fig. H):
a) centratura;
b) foratura circolare del pieno;
c) allargatura, usata per ingrandire o profilare un foro gia esistente;
d) alesatura cilindrica e conica;
e) lamatura, che permette di effettuare la spianatura di superfici ortogonali all’asse di rotazione del movimento di taglio;
f) svasatura, che impiega un utensile profilato per produrre superfici di rivoluzione interne, definite dal profilo dei taglienti;
g) maschiatura.
Figura H – Principali procedimenti per la lavorazione dei fori
I fori vengono eseguiti con la punta elicoidale con un angolo tra i taglienti che è circa di 120°, che ha contemporaneamente movimento di taglio e di avanzamento; osservando la figura 83 si nota come la punta trasla di una distanza pari ad H, che rappresenta la corsa effettiva dell’utensile ed è quindi una quota tecnologica; il foro cieco risultante è formato da una parte cilindrica e da un’estremità conica dovuta alla forma della punta.
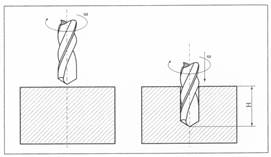
Figura 83 – Esecuzione di un foro cieco con punta elicoidale
Dal punto di vista del collaudo, è abbastanza incerta la determinazione della quota H con l’uso dell’astina in quanto non è possibile individuare il vertice del tratto conico, e quindi si preferisce la quotatura della lunghezza h, cioè della lunghezza della parte cilindrica (fig. 84).
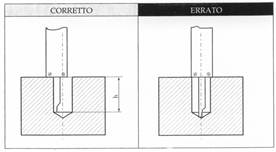
Figura 84 – Controllo e quotatura di un foro cieco
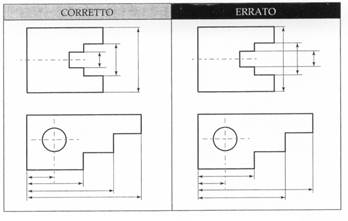
Quando in un pezzo vengono eseguiti più fori, è necessario quotare gli interassi o le distanze degli assi da un riferimento comune in modo che la punta del trapano possa essere portata nella posizione del centro del foro e forare (la fig. 85 mostra un esempio di quotature errate di posizioni di fori).
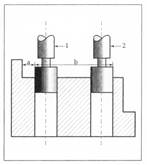
Figura 85 – Quotature errate di posizioni di fori Figura 86 – Controllo dell’interasse mediante tamponi
Dal punto di vista del controllo, una volta eseguito il foro, il centro non è più reperibile e quindi per il collaudo dell’interasse si deve ricorrere ad una misura indiretta, facendo uso di tamponi (fig. 86). Si esegue così il controllo della quota b dalla quale bisogna togliere la somma dei raggi dei tamponi.
La rappresentazione e la quotatura dei fori può avvenire in forma semplificata; è perciò possibile avere rappresentazione e quotatura complete (fig. 87a), rappresentazione completa e quotatura semplificata (fig. 87b), rappresentazione e quotatura semplificate (fig. 87c).
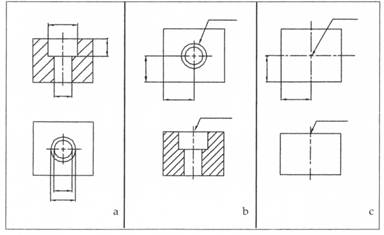
Figura 87 – Rappresentazione semplificata dei fori: a) rappresentazione e quotatura complete; b) rappresentazione completa e quotatura semplificata; c) rappresentazione e quotatura semplificate
Un esempio è mostrato in figura 88, dove le indicazioni relative alla quotatura semplificata del foro filettato hanno il seguente significato:
‑ Ø10x90°: indicazione relativa alla svasatura;
- Ø8H7x12/18V: diametro nominale (8 mm) del foro principale preceduto dal segno Ø, tolleranza dimensionale e geometrica (H7), segno x, profondità di filettatura (12 mm), profondità del foro (18 mm), V lettera che indica la terminazione del foro (U piatta, V conica, dipendente dall'angolo della punta elicoidale, V se la dimensione è intesa fino al punto terminale del foro).
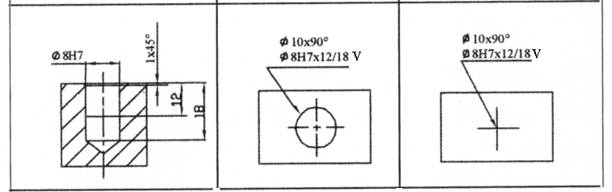
Figura 88 – Esempio di quotatura semplificata di fori
Quotatura per macchine a controllo numerico
La quotatura in coordinate per la programmazione manuale e automatica delle macchine a controllo numerico,che ha lo scopo di facilitare e semplificare sia il disegno che la stesura dei programmi di lavorazione, è codificata nella norma UNI 8822.
Quotatura per la programmazione manuale
Il sistema di assi coordinati, di tipo cartesiano o polare, deve essere scelto compatibilmente con i vari tipi di macchine a comando numerico e individuato da due lettere maiuscole. L’origine può coincidere con l’intersezione degli assi di simmetria (fig. 89), di assi di fori (fig. 90) o di intersezioni di superfici (fig. 91).
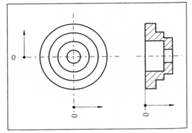
Figura 89 – Origine delle coordinate
dall’intersezione degli assi di simmetria
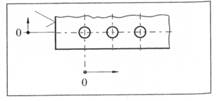
Figura 91 – Origine da intersezione di superfici
Figura 90 – Origine sugli assi di fori
E’ possibile usare anche più sistemi di riferimento, detti secondarie definiti rispetto a un sistema principale.
In figura 92 il pezzo ha un unico sistema di riferimento principale, con origine 0.0 e con posizione dell’origine 1.
Ciascun punto del pezzo viene identificato da un numero di posizione, costituito da una coppia di cifre, separate da un punto: la prima cifra indica il sistema di coordinate di riferimento e la seconda il numero d’ordine del punto in esame. Il numero di posizione costituisce la chiave di accesso ad un prospetto da cui si possono trarre tutte le informazioni geometriche del punto in esame.
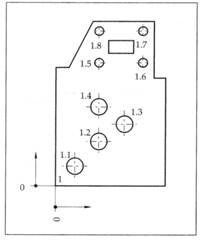
Fig. 92 Fig. 93
Figura 92 – Sistema di riferimento unico (origine 0,0)
Figura 93 – Quotatura con due sistemi di riferimento: principale, con coordinate secondo A1, B1, e secondario, con coordinate secondo A2 e B2
La figura 93 mostra invece un pezzo con due sistemi coordinati, uno principale con posizione dell'origine 1 ed uno secondario con posizione dell'origine 2.
Se esiste una sola origine, le linee di misura possono anche non essere prolungate fino agli assi coordinati (fig. 94), mentre in presenza di sistemi secondari si fa riferimento ad una quotatura progressiva principale e a una secondaria (fig. 95).
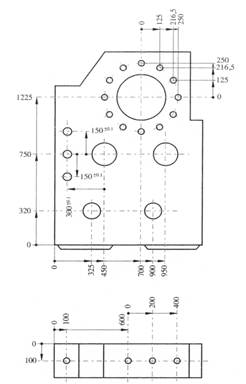
Figura 94 – Quotatura semplificata con
un unico sistema di riferimento
Figura 95 – Quotatura con
sistemi di riferimento
principale e secondari
Quotatura per la programmazione automatica
Quando si lavorano pezzi complessi, che richiedono a volte la codifica di migliaia di blocchi di informazioni, è più conveniente ricorrere alla programmazione automaticadelle macchine a controllo numerico.
Contrariamente alla programmazione manuale delle macchine, i sistemi di programmazione automatica possono utilizzare o un linguaggio simbolico ad alto livello per la codifica dei dati di ingresso, oppure un programma di disegno assistito al calcolatore che traduce la geometria in istruzioni per il controllo della macchina utensile.
La quotatura, anziché mediante l’indicazione diretta delle dimensioni, avviene mediante definizione degli elementi geometrici costitutivi del pezzo, attraverso sigle e l’uso di un prospetto che costituisce parte integrante del disegno.
La sigla è costituita, come si vede nella figura 96, da un’abbreviazione letterale e da un indice numerico progressivo;
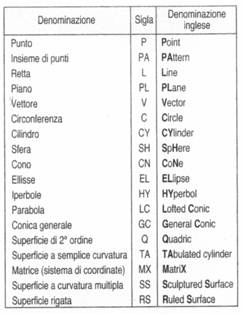 ciascuna sigla deve essere utilizzata una sola volta in uno stesso disegno.
ciascuna sigla deve essere utilizzata una sola volta in uno stesso disegno.
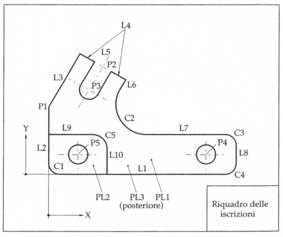
Figura 96 – Quotatura mediante sigle
Tabella 6 – Sigle indicative di elementi geometrici
La tabella 6 mostra le abbreviazioni degli elementi geometrici di più frequente impiego; questa esemplificazione può subire ampliamenti o limitazioni in funzione dello specifico sistema di programmazione automatica usato.
Norme di riferimento per il Cap. 6
UNI 3973:1989 |
Disegni tecnici. Quotatura. Linee di misura e di riferimento e criteri di indicazione delle quote. |
UNI 3974:1989 |
Disegni tecnici. Sistemi di quotatura. |
UNI 3975:1989 |
Disegni tecnici. Convenzioni particolari di quotatura. |
UNI 4429:1960 |
Arrotondamenti per applicazioni meccaniche. |
UNI 4820:1989 |
Disegni tecnici. Definizioni e principi di quotatura. |
UNI 8822-1:1986 |
Disegni tecnici per comando numerico. Quotatura in coordinate per la |
UNI 8822-2:1986 |
Disegni tecnici per comando numerico. Quotatura in coordinate per la |
UNI ISO 3040:1993 |
Disegni tecnici. Quotatura ed indicazione delle tolleranze. Elementi conici. |
UNI EN ISO 1119:2003 |
Disegni tecnici. Quotatura ed indicazione delle tolleranze. Elementi conici. |
UNI EN ISO 5261:2001 |
Disegni tecnici – Rappresentazione semplificata delle sezioni delle barre e dei profilati. |
Fonte: ftp://ftp.aula.dimet.unige.it/squarzoni/DTN1%202008.09%20-%20Cap.%2006%20Quotatura.doc
sito web: www.unige.it
Autore del testo: non indicato nel documento di origine (Squarzoni ?)
Quotatura disegno tecnico
Visita la nostra pagina principale
Quotatura disegno tecnico
Termini d' uso e privacy